隨著國(guó)家對(duì)制造業(yè)的大力扶持,汽車(chē)、通信電子、新能源等行業(yè)得到快速發(fā)展,使得金屬?zèng)_壓等零部件的需求迅速增長(zhǎng),不少跨國(guó)企業(yè)在將整機(jī)的制造轉(zhuǎn)移至中國(guó)的同時(shí),也將配套工廠轉(zhuǎn)移至中國(guó),對(duì)華配件的采購(gòu)量也逐年快速增加,帶動(dòng)了國(guó)內(nèi)相關(guān)行業(yè)的快速發(fā)展。在這種背景下,作為制造業(yè)基礎(chǔ)行業(yè)之一的中國(guó)沖壓行業(yè)也獲得了快速的發(fā)展。

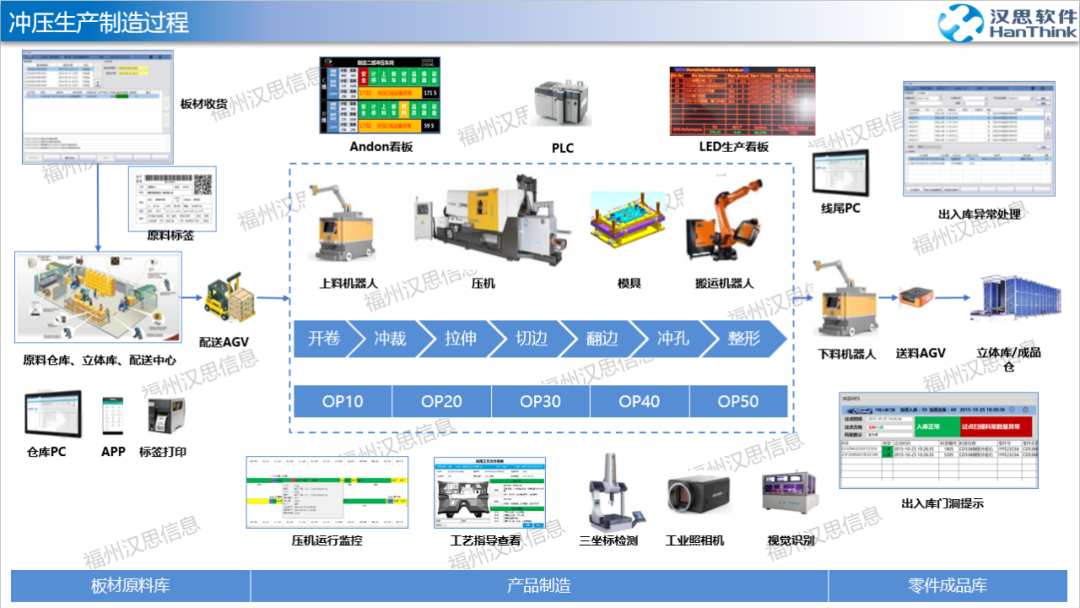
圖 1 沖壓車(chē)間生產(chǎn)區(qū)域
沖壓生產(chǎn)是利用壓力機(jī)和模具實(shí)現(xiàn)對(duì)板材、帶材、管材和型材等施加外力,促成塑性變形或分離,從而獲得所需形狀、尺寸和性能的工件(沖壓件)的成形加工技術(shù),是金屬塑性加工的主要方法之一,隸屬于材料成型工程技術(shù)。板料、模具和壓力設(shè)備是沖壓加工的三要素 整車(chē)廠的沖壓生產(chǎn)均為批量生產(chǎn) 福州漢思自2013年起開(kāi)始探索汽車(chē)沖壓生產(chǎn)的高級(jí)排產(chǎn)方案,經(jīng)過(guò)多年積累,形成了較為成熟的高級(jí)排產(chǎn)解決方案,并在福特、廣汽、北汽、路虎的多個(gè)工廠進(jìn)行了成功實(shí)踐。
一輛汽車(chē)上的沖壓件成千上百,汽車(chē)主機(jī)廠一般只生產(chǎn)部分沖壓件,且往往是大件,而一些小的沖壓件則由其供應(yīng)商供貨。整車(chē)廠的沖壓車(chē)間可以理解為一個(gè)獨(dú)立的部門(mén),類(lèi)似一個(gè)沖壓件供應(yīng)商,只是這個(gè)特殊的“供應(yīng)商”就設(shè)置在整車(chē)工廠內(nèi),且與焊裝車(chē)間相連,沖壓車(chē)間生產(chǎn)的成品沖壓件除滿足后工序整車(chē)生產(chǎn)裝配外,還可以用于備件、試制件、總成件等
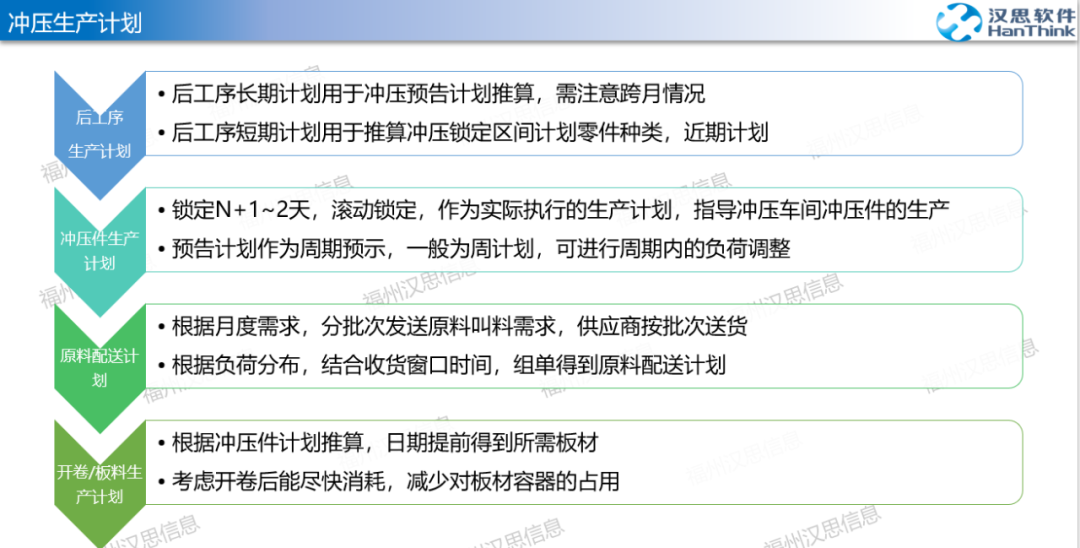
沖壓車(chē)間生產(chǎn)不同于整車(chē)焊裝 根據(jù)福州漢思的長(zhǎng)期實(shí)踐總結(jié),沖壓生產(chǎn)計(jì)劃排產(chǎn)考慮的需求主要包含以下四個(gè)方面: (1)長(zhǎng)期和短期的計(jì)劃推算需求 長(zhǎng)期計(jì)劃作為預(yù)示計(jì)劃,可在一定周期內(nèi)調(diào)節(jié)每日的生產(chǎn)負(fù)荷,防止日負(fù)荷超出日產(chǎn)能。同時(shí)長(zhǎng)期計(jì)劃,可以作為前工序開(kāi)卷線計(jì)劃的推算根據(jù),也可作為原料叫料配送計(jì)劃的依據(jù)。 短期計(jì)劃作為基本鎖定的生產(chǎn)計(jì)劃,作為實(shí)際的執(zhí)行計(jì)劃。不斷周期性的推算和覆蓋 同一天預(yù)示計(jì)劃和鎖定計(jì)劃差異,可能來(lái)自多個(gè)方面的原因
(2)沖壓件生產(chǎn)批次數(shù)量計(jì)算需求
實(shí)際沖壓件生產(chǎn)批次的數(shù)量不可能無(wú)限大 定時(shí)不定量:定時(shí)的意思是根據(jù)后工序計(jì)劃消耗推算得到生產(chǎn)時(shí)間 生產(chǎn)批量根據(jù)庫(kù)存 定量不定時(shí):定量的意思是每次某種沖壓件的生產(chǎn)批次數(shù)量是固定數(shù)量,但時(shí)間是根據(jù)庫(kù)存實(shí)施消耗推算 每次排產(chǎn)的批次數(shù)量為固定設(shè)置的數(shù)量 無(wú)論是哪種批量確認(rèn)方式,排產(chǎn)后均需要能夠人工進(jìn)行調(diào)整,以滿足不同場(chǎng)景的需求。 (3)沖壓件生產(chǎn)順序和時(shí)間的計(jì)算需求 沖壓件需按緊急程度優(yōu)先級(jí)順序進(jìn)行生產(chǎn),以保障不會(huì)造成后工序缺料的情況 (4)原料計(jì)劃的推算需求 原料的叫料配送或板料的開(kāi)卷生產(chǎn) 沖壓車(chē)間計(jì)劃主要分為3類(lèi):沖壓件生產(chǎn)計(jì)劃、開(kāi)卷/板料生產(chǎn)計(jì)劃
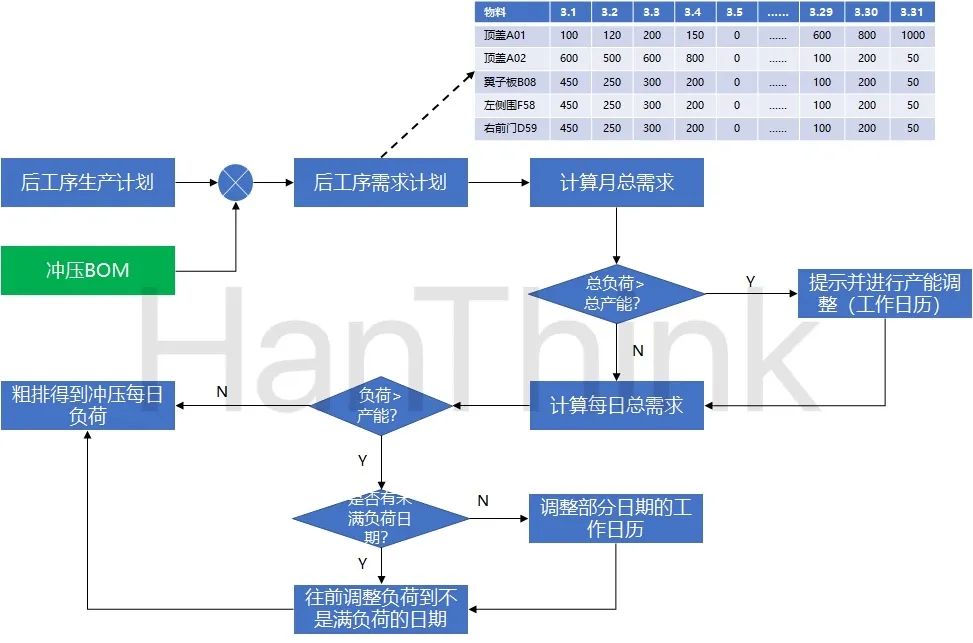
首先根據(jù)月度消耗計(jì)劃
若負(fù)荷超出產(chǎn)能則進(jìn)行報(bào)警提示,嘗試進(jìn)行產(chǎn)能的調(diào)整 圖 2 產(chǎn)能負(fù)荷分析預(yù)警
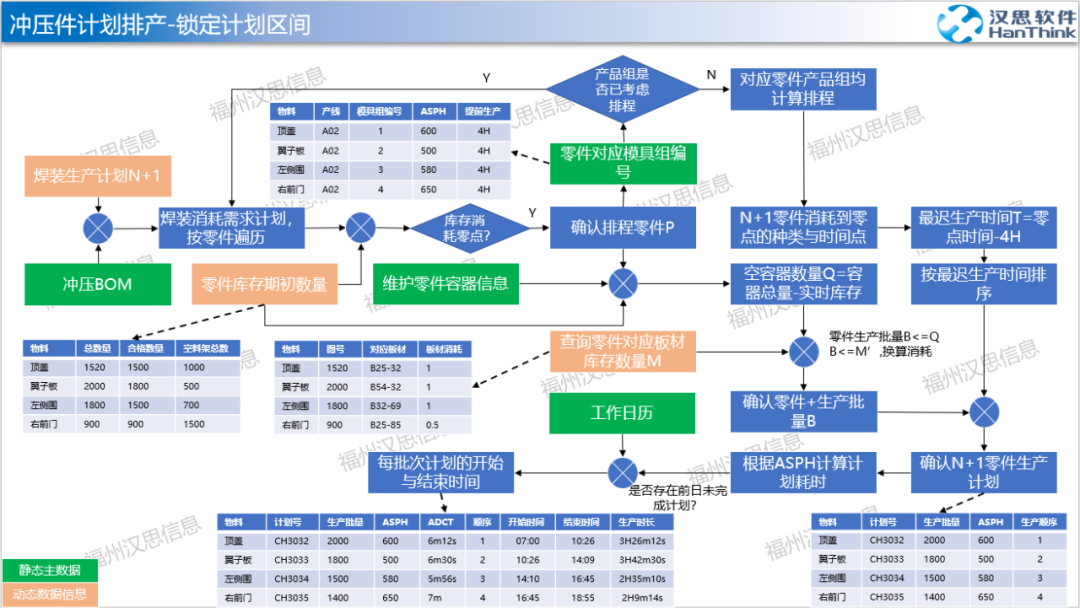
沖壓鎖定計(jì)劃和預(yù)示計(jì)劃的邏輯基本相同
系統(tǒng)自動(dòng)排產(chǎn)的內(nèi)容包含鎖定區(qū)間計(jì)劃和預(yù)示區(qū)間計(jì)劃,實(shí)際根據(jù)車(chē)間管理需求選擇其一
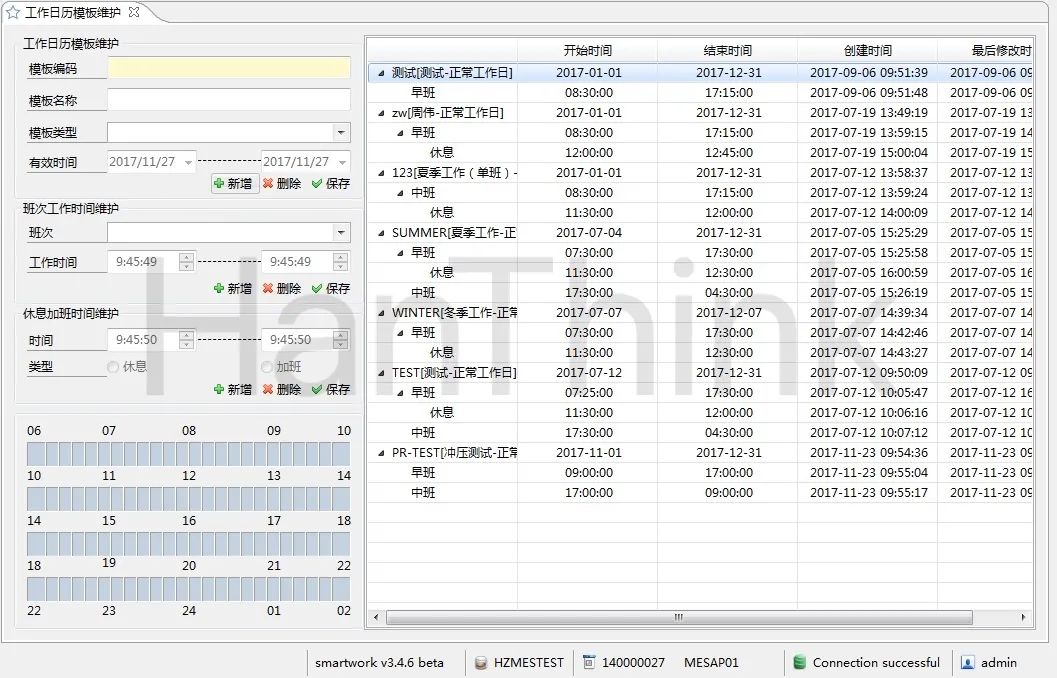
預(yù)示計(jì)劃如上次所示,根據(jù)后工序的較長(zhǎng)期計(jì)劃推算達(dá)到 圖 3 工作日歷模板維護(hù)
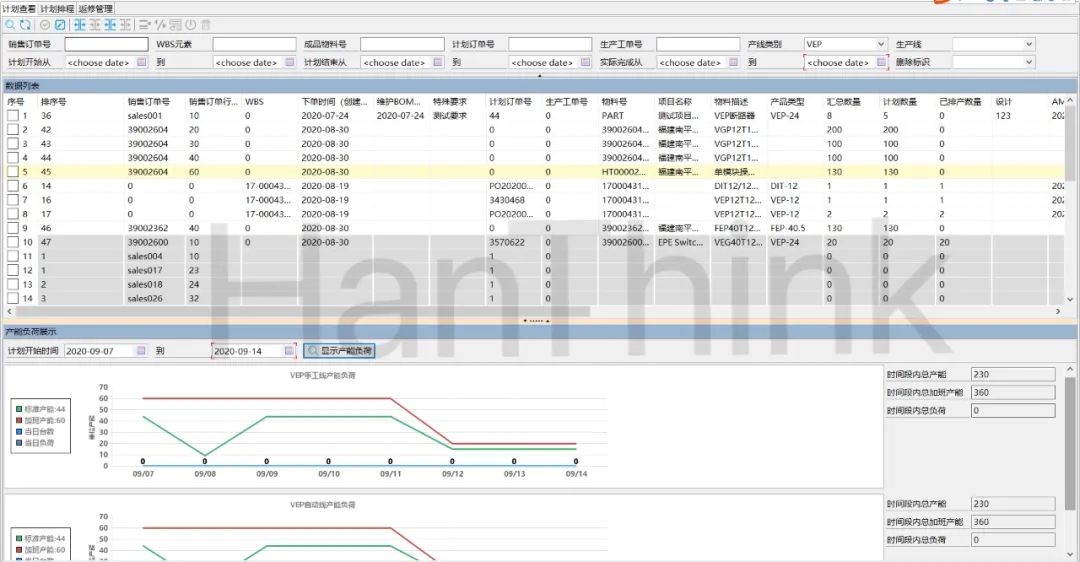
鎖定區(qū)間計(jì)劃作為實(shí)際即將執(zhí)行的計(jì)劃 后工序需求計(jì)劃模擬消耗觸發(fā)。 優(yōu)點(diǎn):提前推算 缺點(diǎn):始終是計(jì)劃推計(jì)劃 實(shí)際庫(kù)存消耗觸發(fā) 優(yōu)點(diǎn):根據(jù)實(shí)際情況推算,結(jié)合實(shí)時(shí)庫(kù)存可自動(dòng)推算 缺點(diǎn):無(wú)法推算長(zhǎng)期預(yù)告計(jì)劃,且必須結(jié)合安全庫(kù)存
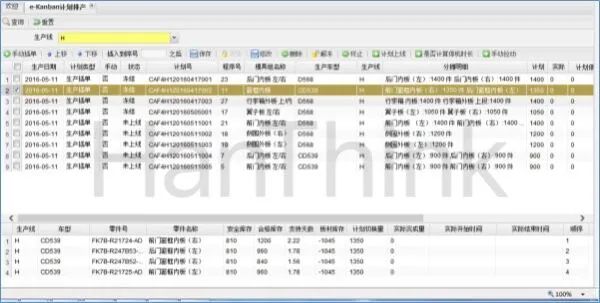
實(shí)際根據(jù)福州漢思實(shí)施的汽車(chē)沖壓排產(chǎn)案例 圖 4 鎖定計(jì)劃拉動(dòng)管理界面
第1種推算方式
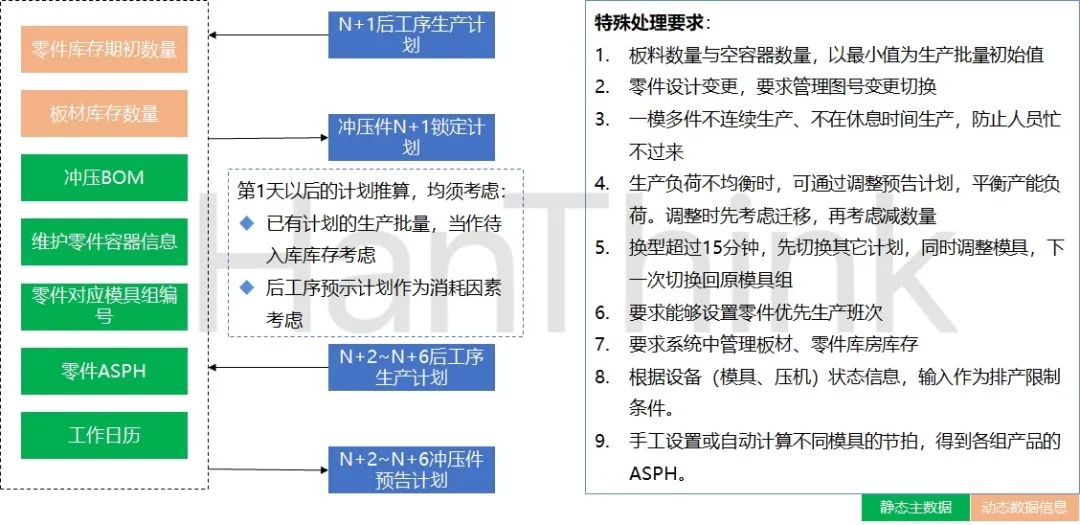
1. 根據(jù)后工序生產(chǎn)計(jì)劃,結(jié)合沖壓BOM,可計(jì)算得到每日需求的沖壓件數(shù)量和種類(lèi); 2. 遍歷后工序需求計(jì)劃,結(jié)合期初沖壓件庫(kù)存數(shù)量,計(jì)算每種沖壓件庫(kù)存消耗到零點(diǎn)時(shí)間; 3. 庫(kù)存消耗到零點(diǎn)時(shí)間前,則必須生產(chǎn)完成足夠的數(shù)量供后工序消耗,因此該沖壓件應(yīng)該生成生產(chǎn)計(jì)劃。此時(shí)需考慮已生成的該沖壓件產(chǎn)品組的計(jì)劃,已生成未執(zhí)行完的計(jì)劃作為虛擬的庫(kù)存并入期初庫(kù)存考慮 4. 確認(rèn)要生成生產(chǎn)計(jì)劃的沖壓件,需要確認(rèn)數(shù)量和順序 5. 批次數(shù)量P根據(jù)多個(gè)數(shù)據(jù)進(jìn)行,其中空容器可裝箱的沖壓件數(shù)量為Q 6. 生產(chǎn)時(shí)間必須早于庫(kù)存消耗零點(diǎn)的時(shí)間之前生產(chǎn),并且滿足設(shè)置的前置周期T 7. 沖壓件生產(chǎn)計(jì)劃確認(rèn)后
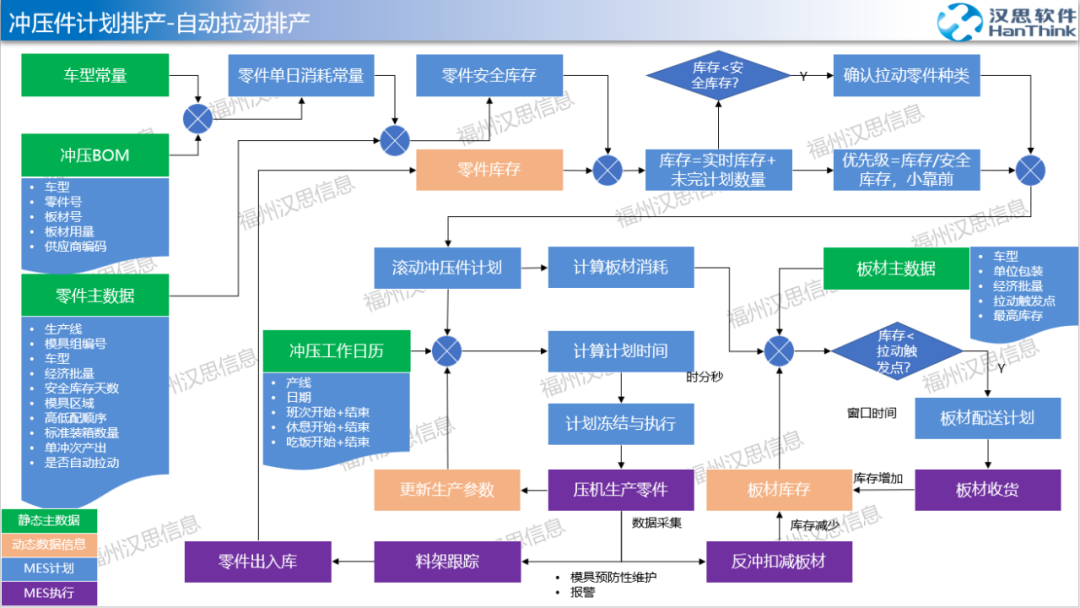
第2種推算方式,以實(shí)際庫(kù)存和安全庫(kù)存對(duì)比觸發(fā)拉動(dòng)
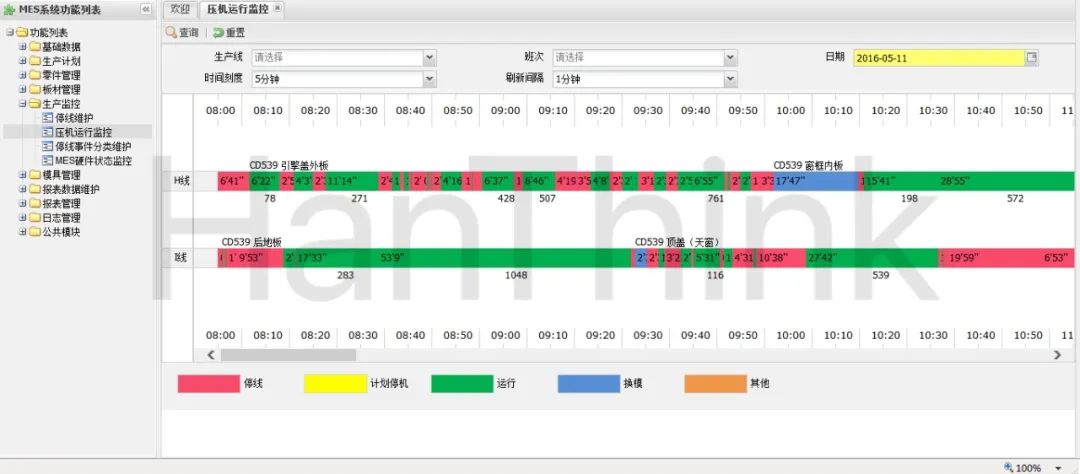
1. 根據(jù)后工序消耗常量和沖壓BOM 2. 每間隔固定時(shí)間進(jìn)行一次推算拉動(dòng)計(jì)劃,實(shí)時(shí)輪訓(xùn)各零件庫(kù)存和安全庫(kù)存設(shè)置的大小,低于安全庫(kù)存的零件在本次推算需要生成生產(chǎn)計(jì)劃,注意零件庫(kù)存=零件實(shí)時(shí)庫(kù)存+該零件未完計(jì)劃數(shù)量; 3. 零件的生產(chǎn)批量使用設(shè)定的經(jīng)濟(jì)批量,本輪生成的零件生產(chǎn)計(jì)劃排列在已有未完生產(chǎn)計(jì)劃的后面,按計(jì)劃狀態(tài)=未上線計(jì)劃篩選,根據(jù)優(yōu)先級(jí)(可以根據(jù)庫(kù)存:安全庫(kù)存大小確認(rèn)優(yōu)先級(jí),也可按其它方式定義優(yōu)先級(jí))重新排列未上線計(jì)劃的順序。已凍結(jié)生產(chǎn)順序的計(jì)劃,不納入本次推算排序中; 4. 確認(rèn)生產(chǎn)計(jì)劃后,可根據(jù)節(jié)拍和工作日歷,計(jì)算詳細(xì)的計(jì)劃開(kāi)始結(jié)束時(shí)間; 5. 空料架容量和板料數(shù)量作為計(jì)劃關(guān)聯(lián)數(shù)據(jù)進(jìn)行展示和預(yù)警; 6. 板料數(shù)量不足,則生成板料生產(chǎn)/配送計(jì)劃,并加入生產(chǎn)/配送前置周期的時(shí)間,作為板料生產(chǎn)/配送計(jì)劃的時(shí)間;配送計(jì)劃根據(jù)設(shè)定的窗口時(shí)間組單,組成統(tǒng)一的配送計(jì)劃進(jìn)行叫料; 7. 結(jié)合壓力機(jī)的設(shè)備數(shù)據(jù)采集,可跟蹤展示的實(shí)際沖程數(shù),計(jì)算更新生產(chǎn)節(jié)拍數(shù)據(jù)。這個(gè)功能依賴壓機(jī)數(shù)據(jù)采集,反沖板材的消耗數(shù)量可根據(jù)需要選擇。若不進(jìn)行板材反沖消耗,則以板料上線和退料功能進(jìn)行跟蹤; 圖 5 壓力機(jī)運(yùn)行監(jiān)控
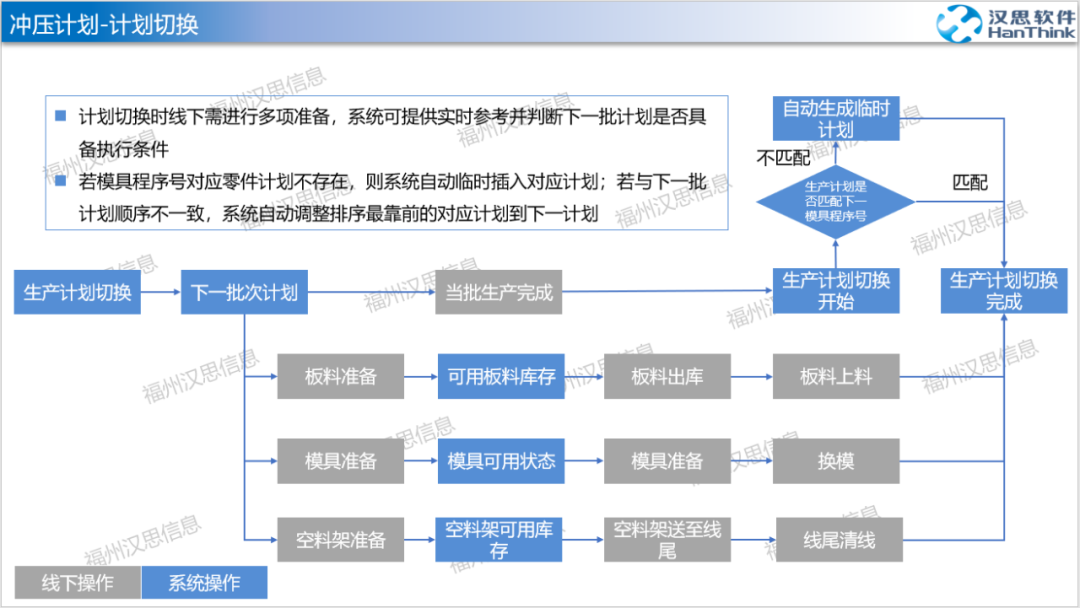
8. 零件出入庫(kù)跟蹤管理,是零件實(shí)時(shí)庫(kù)存數(shù)據(jù)的依據(jù);具體實(shí)現(xiàn)方式可以采用人工錄入、人工掃描條碼、自動(dòng)條碼掃描/RFID等方式 1. 生產(chǎn)第1個(gè)批次時(shí),則開(kāi)始準(zhǔn)備下一個(gè)批次的模具,模具準(zhǔn)備比較耗費(fèi)時(shí)間,一般需借助車(chē)間行車(chē)調(diào)撥模具位置,一般需要40分鐘左右,因此臨時(shí)切換計(jì)劃最晚必須在第1個(gè)批次結(jié)束前40分鐘; 2. 下一批次計(jì)劃未開(kāi)始前,需確認(rèn)可用板料庫(kù)存數(shù)量、模具狀態(tài)和空料架可用庫(kù)存;板料數(shù)量根據(jù)板料管理的收貨和出庫(kù)、退料或者反沖實(shí)時(shí)計(jì)算更新,模具可用狀態(tài)根據(jù)模具的PM單據(jù)統(tǒng)計(jì)(有未關(guān)閉維修單則模具不可用),空料架可用庫(kù)存=料架總庫(kù)存-零件庫(kù)存占用數(shù)量; 圖 6 庫(kù)房中的沖壓件料架
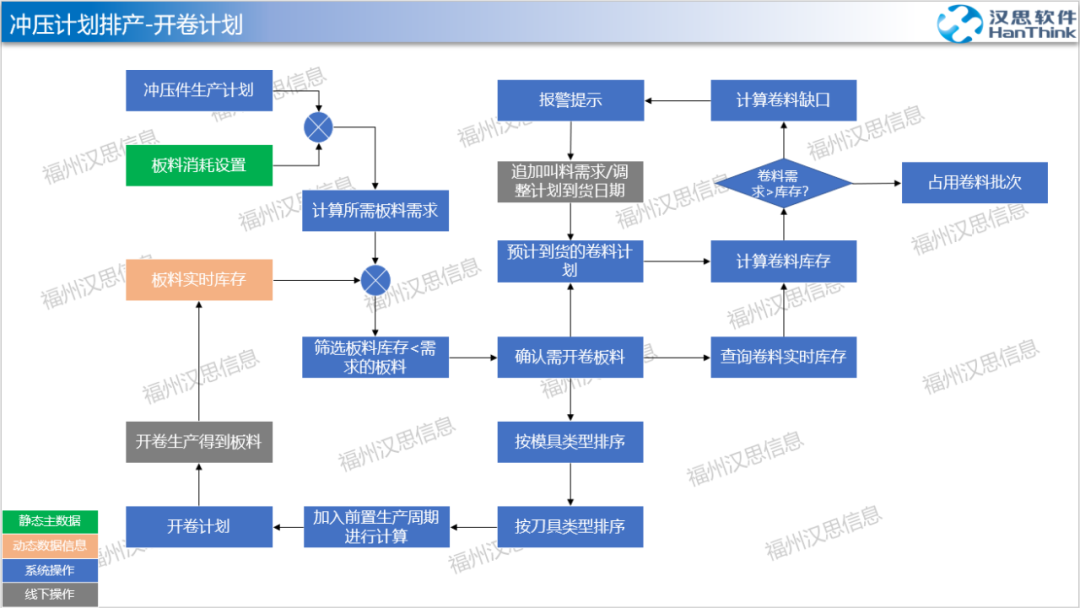
3. 計(jì)劃批次切換需完成4個(gè)動(dòng)作: (1)更換模具,一般從壓機(jī)的一側(cè)開(kāi)出模具組各工序模具,另一側(cè)開(kāi)進(jìn)下一批次模具組各序模具; (2)壓機(jī)程序號(hào)設(shè)置,設(shè)置下一批次加工程序號(hào); (3)線尾零件料架搬移,在換模期間 (4)上一批次未消耗完板料的退料 圖 7 壓機(jī)線尾清線 4. 計(jì)劃批次切換時(shí)(換模) 5. 一模多件(多個(gè)模穴)高低配(換型,不同時(shí)下線)的情況 圖 8 零件切換確認(rèn) 6. 換模操作完成后,即進(jìn)行切換后的批次的生產(chǎn)工作。一般在換模期間,車(chē)間管理系統(tǒng)會(huì)進(jìn)行看板等醒目提示,同時(shí)結(jié)合車(chē)間廣播系統(tǒng)提醒各區(qū)域人員的工作; 圖 9 計(jì)劃切換確認(rèn) 開(kāi)卷/板料生產(chǎn)計(jì)劃,根據(jù)沖壓件生產(chǎn)計(jì)劃反推,時(shí)間上提前設(shè)定的前置周期。排產(chǎn)過(guò)程中確認(rèn)順序需根據(jù)實(shí)際開(kāi)卷工序特點(diǎn)進(jìn)行判斷 u 考慮不同卷料開(kāi)卷使用刀口 u 考慮不同類(lèi)型模具的生產(chǎn),同類(lèi)型盡量安排在一起生產(chǎn)
主要邏輯為根據(jù)沖壓件計(jì)劃