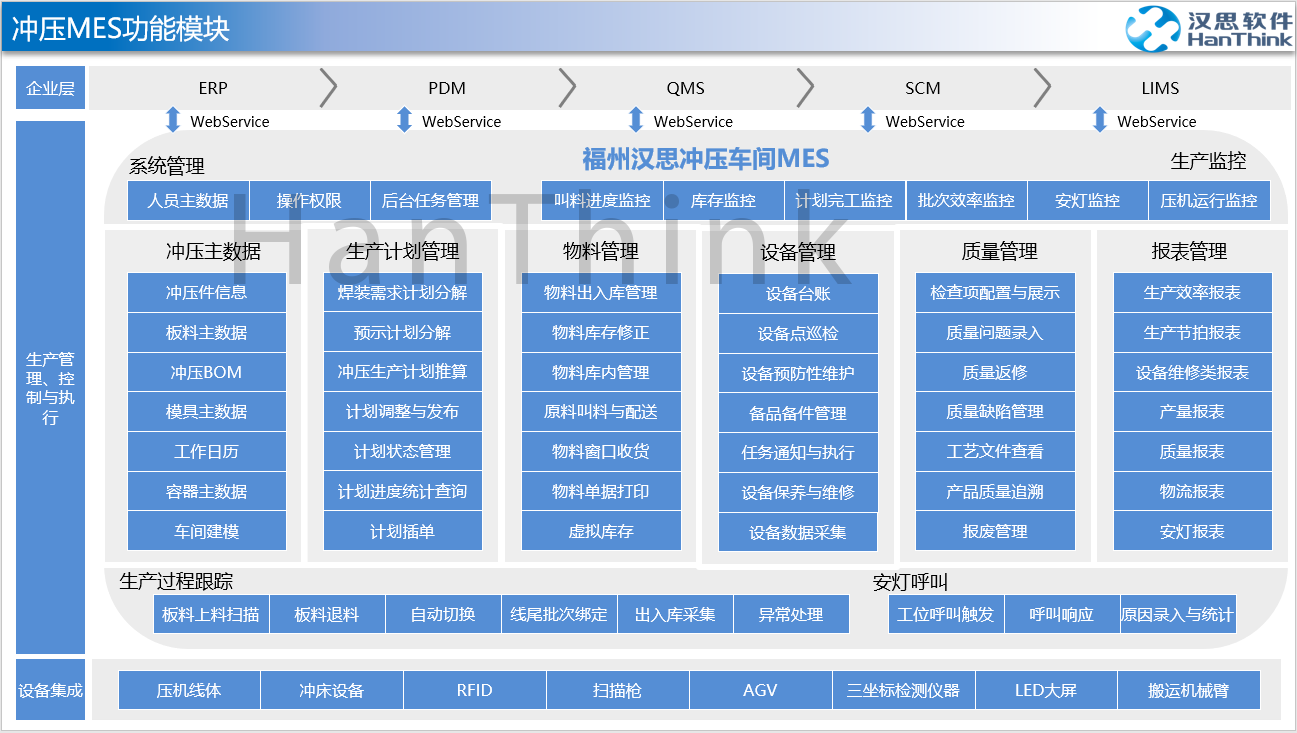
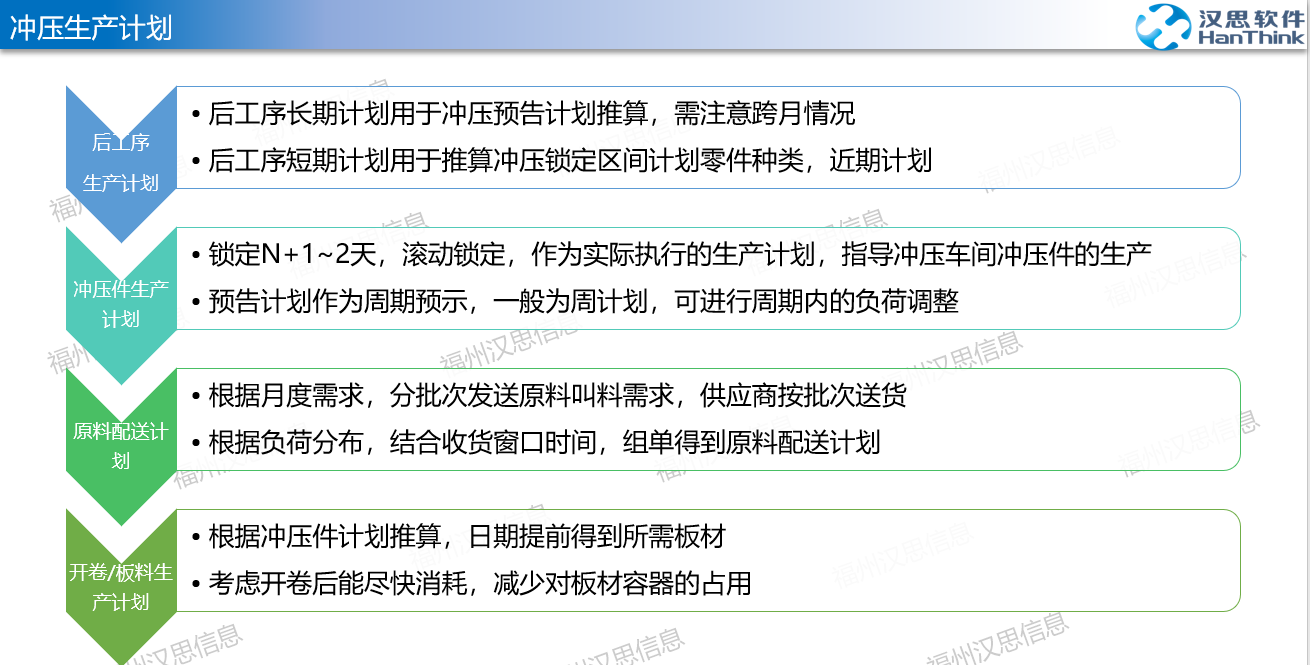
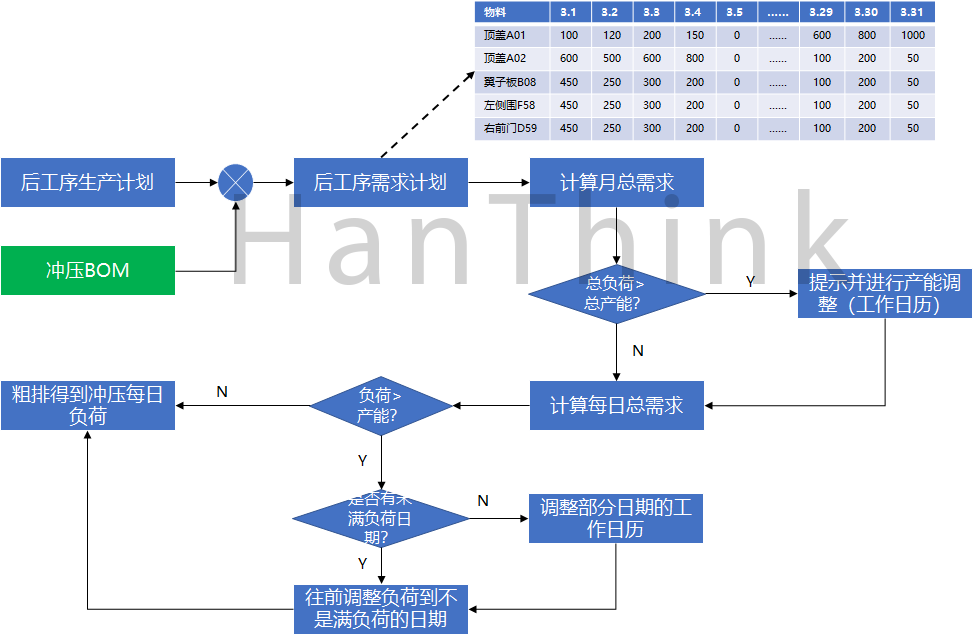
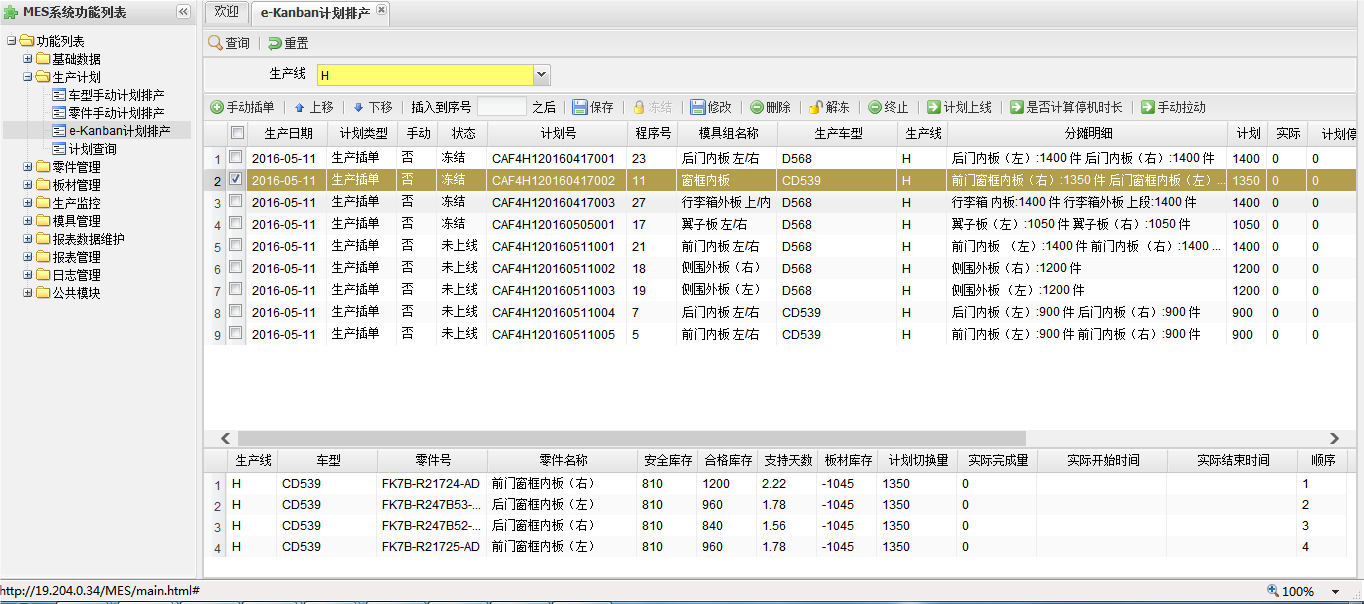
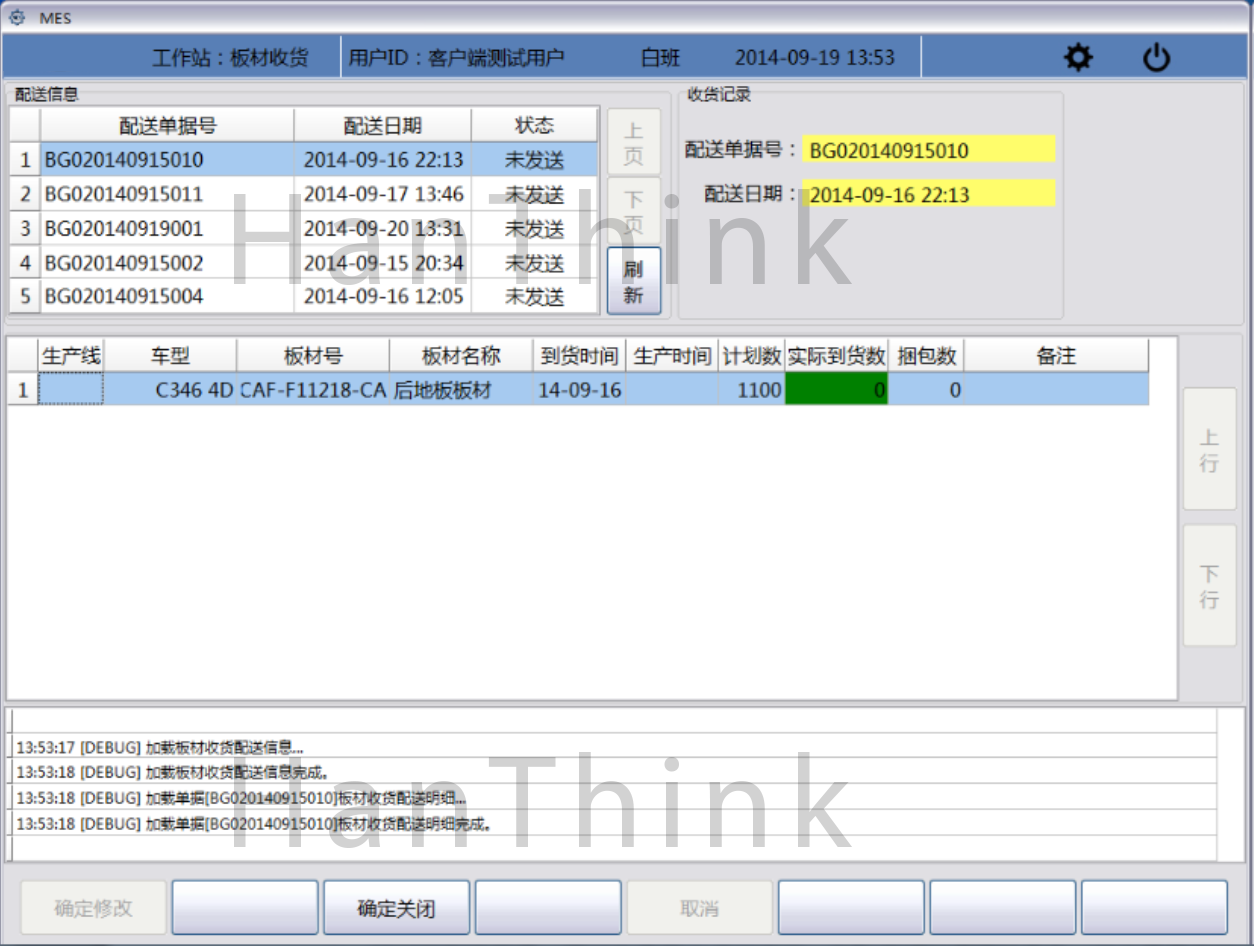
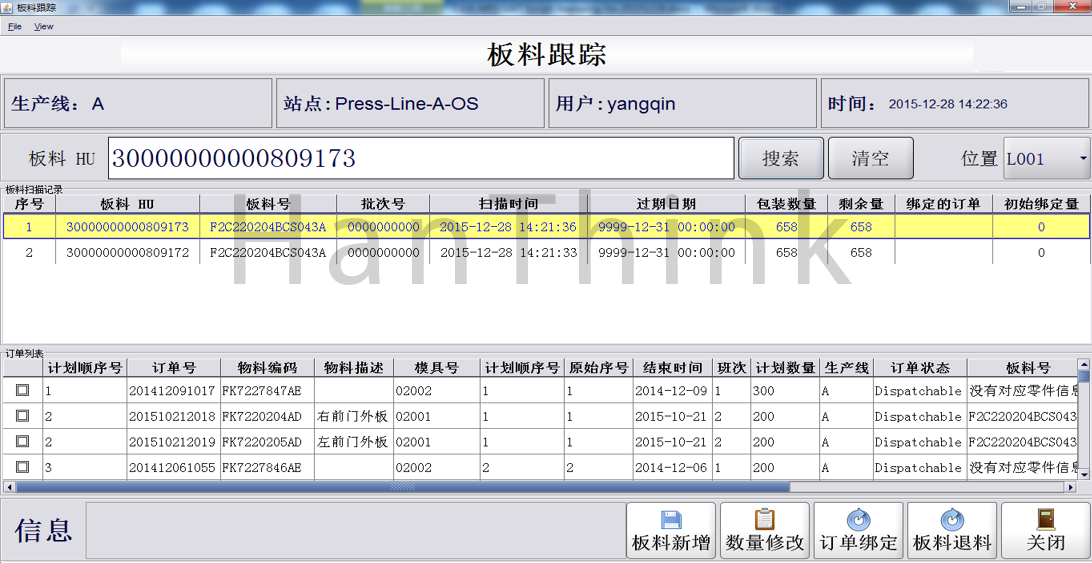
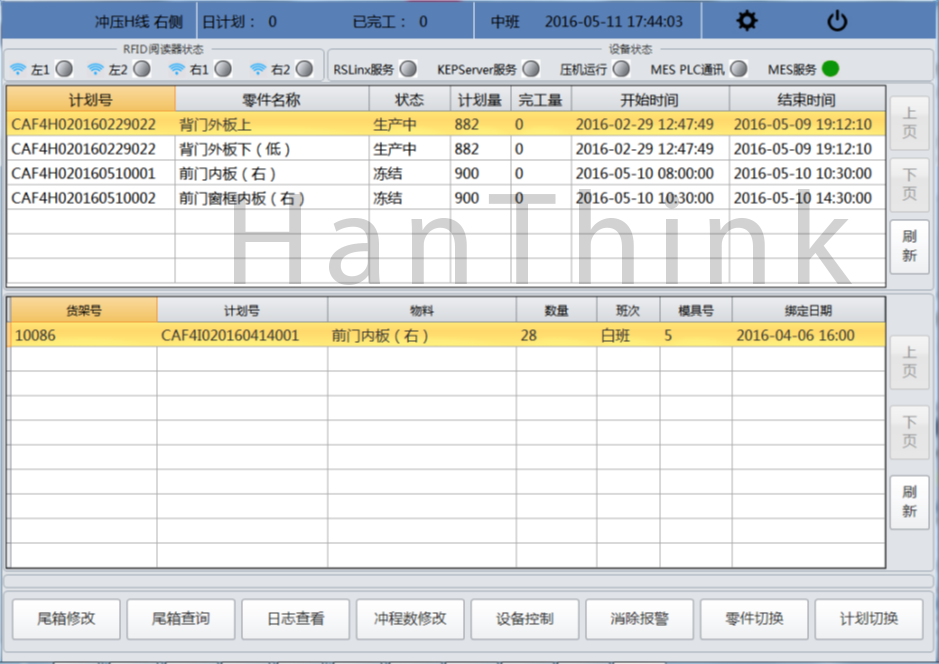
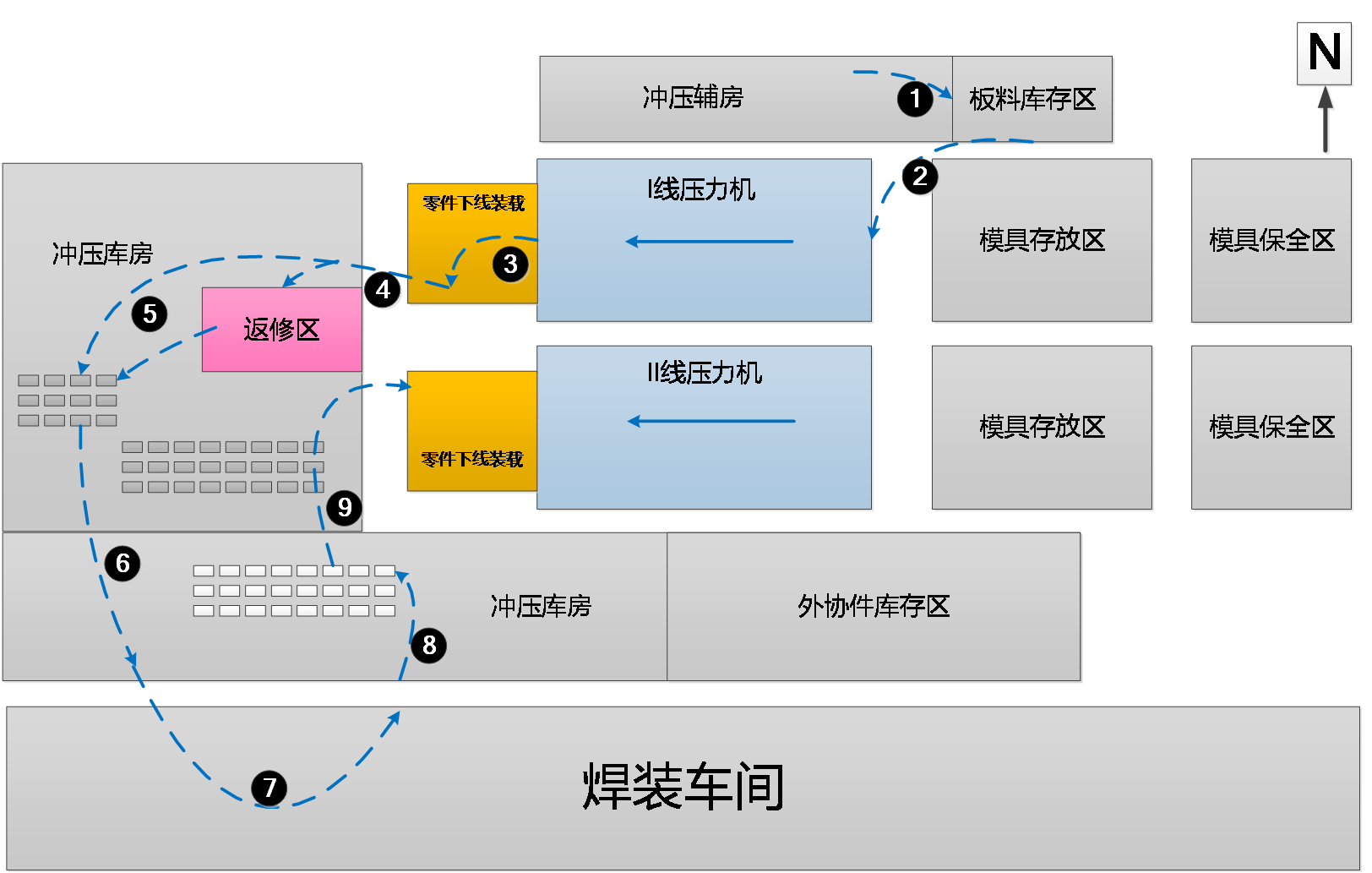
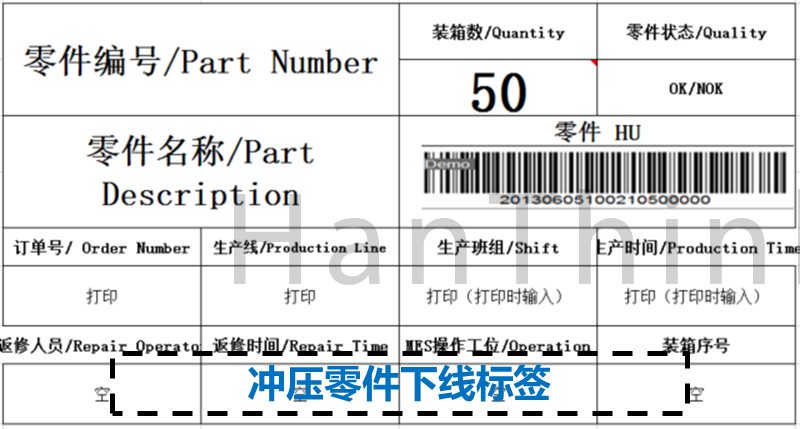
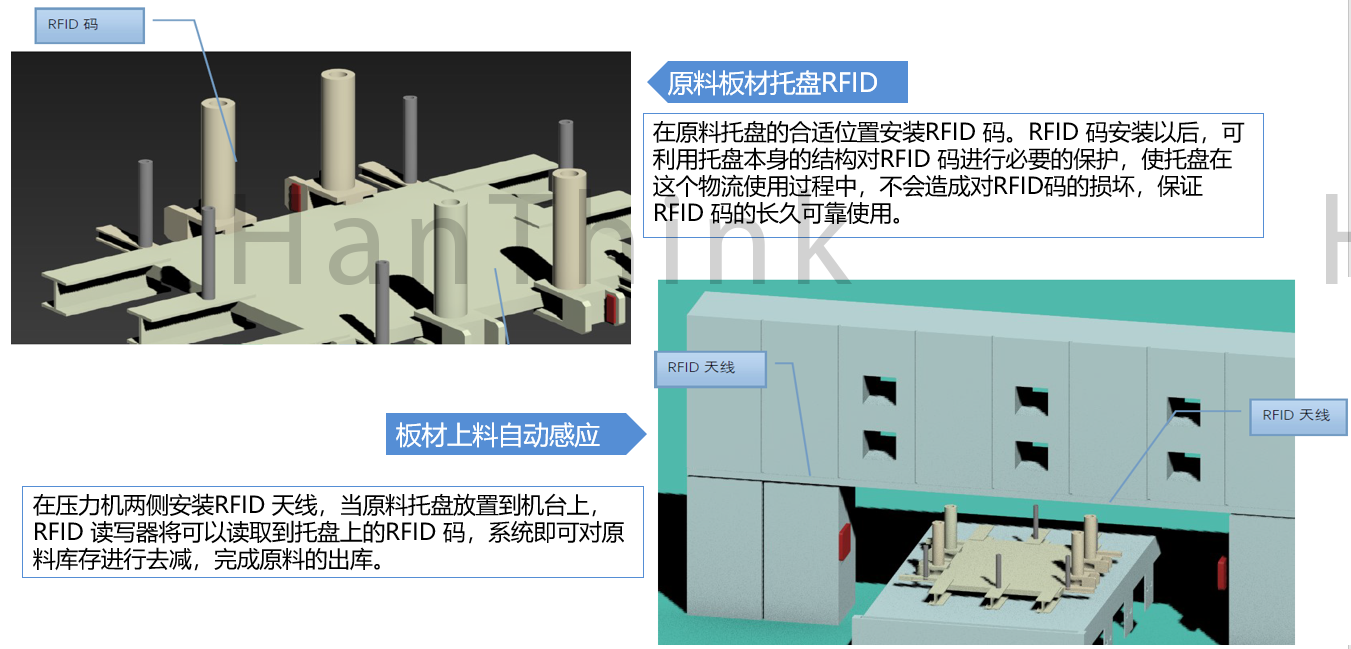
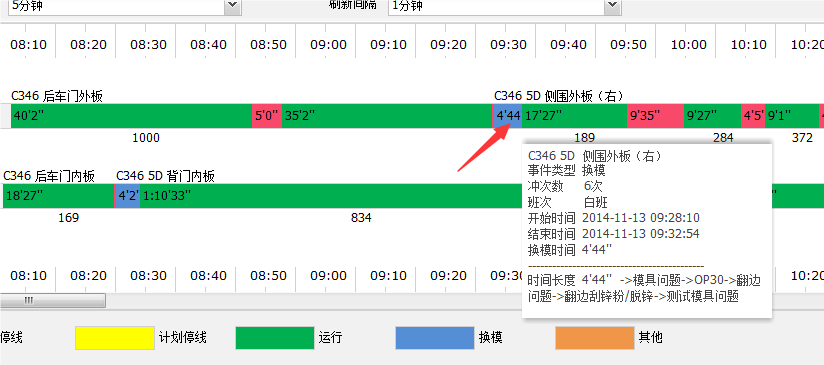
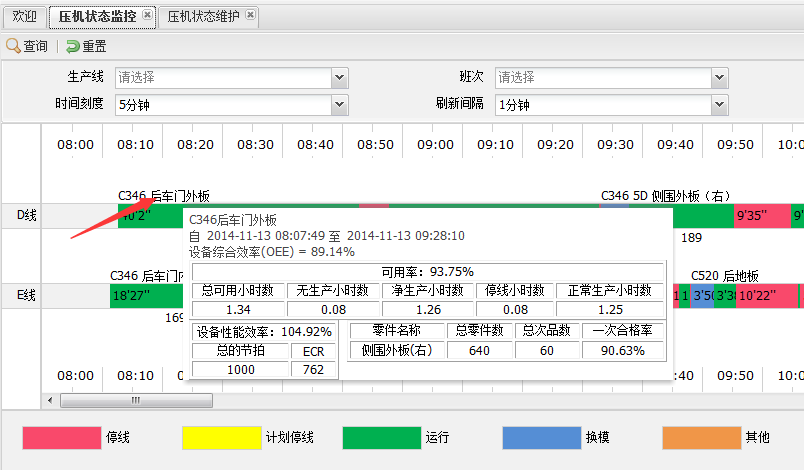
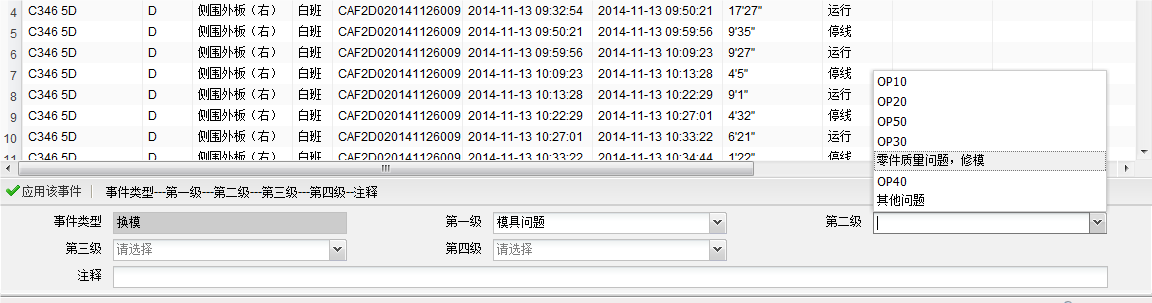
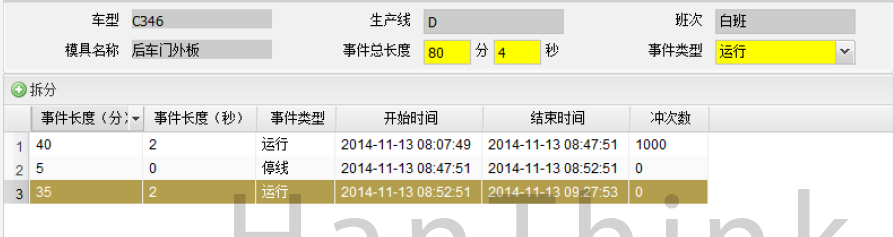
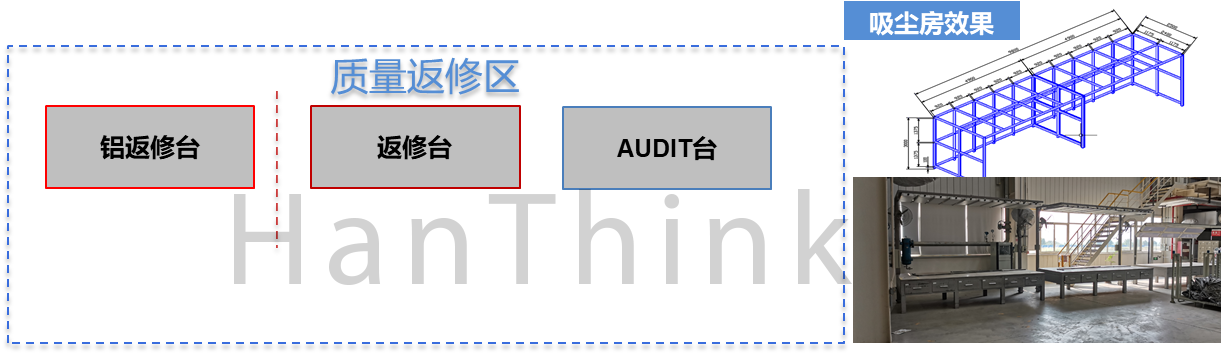
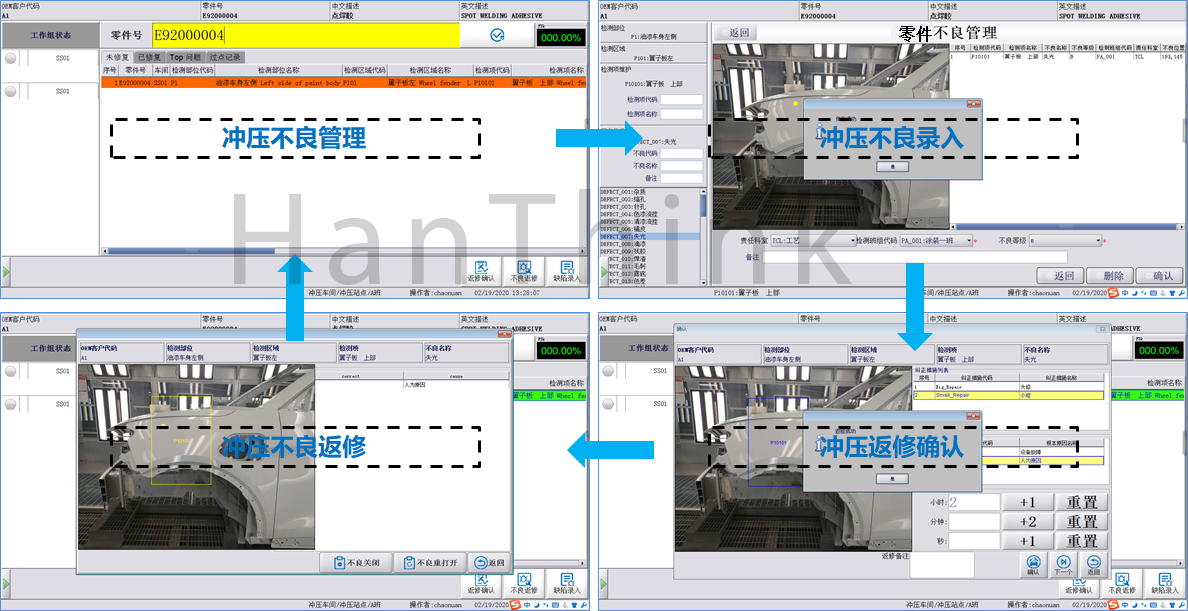
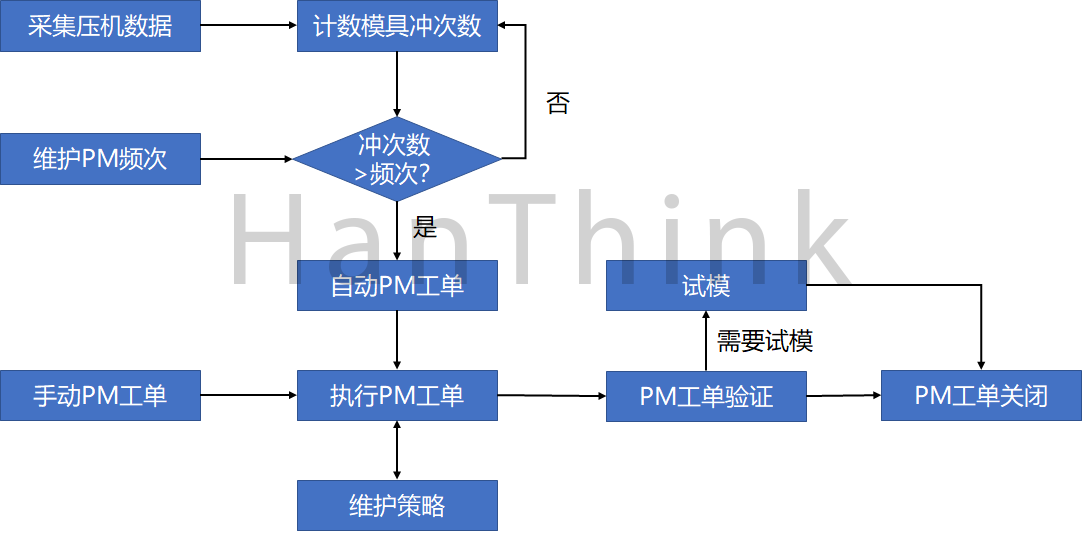
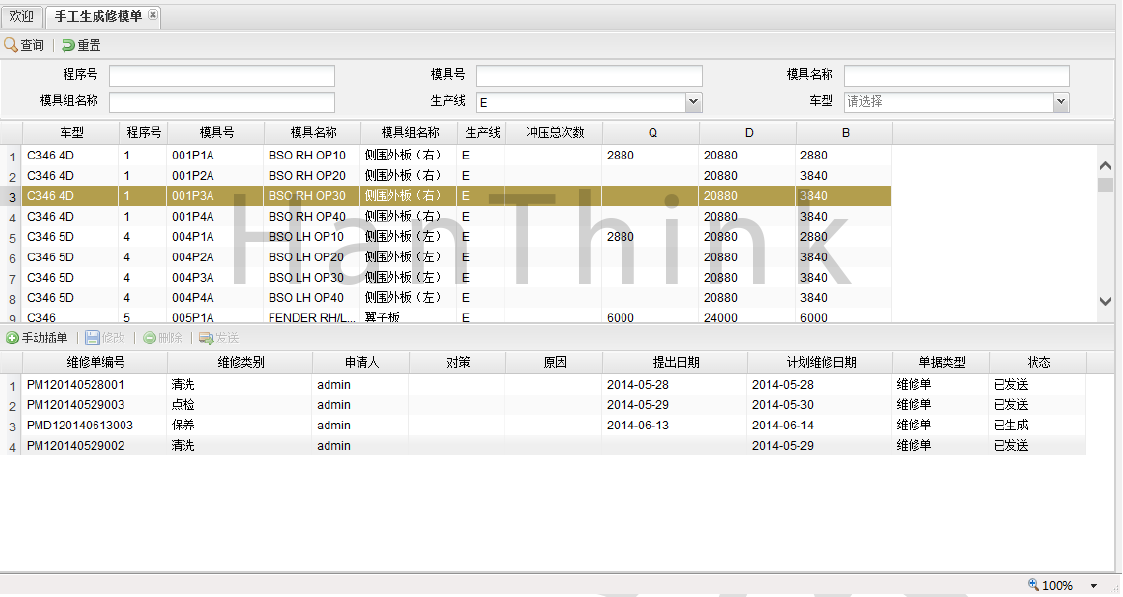
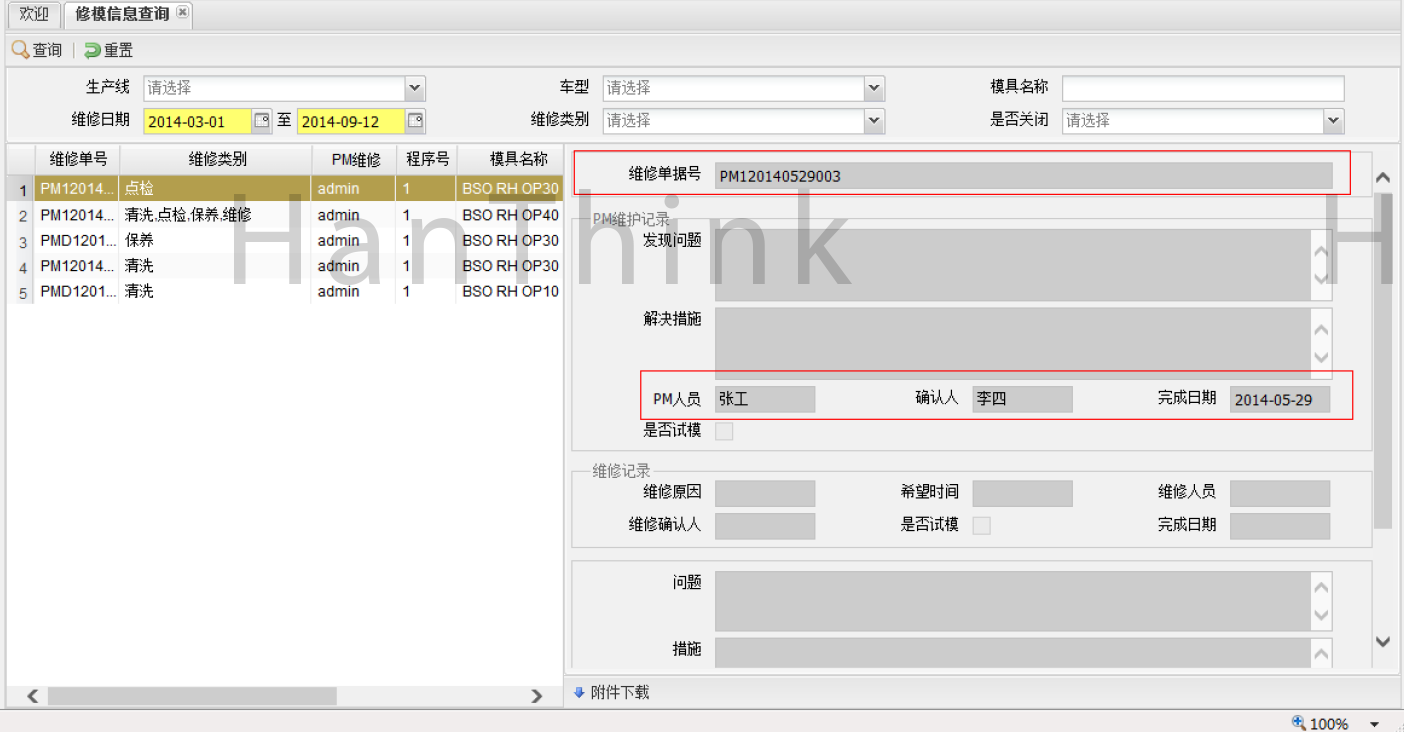
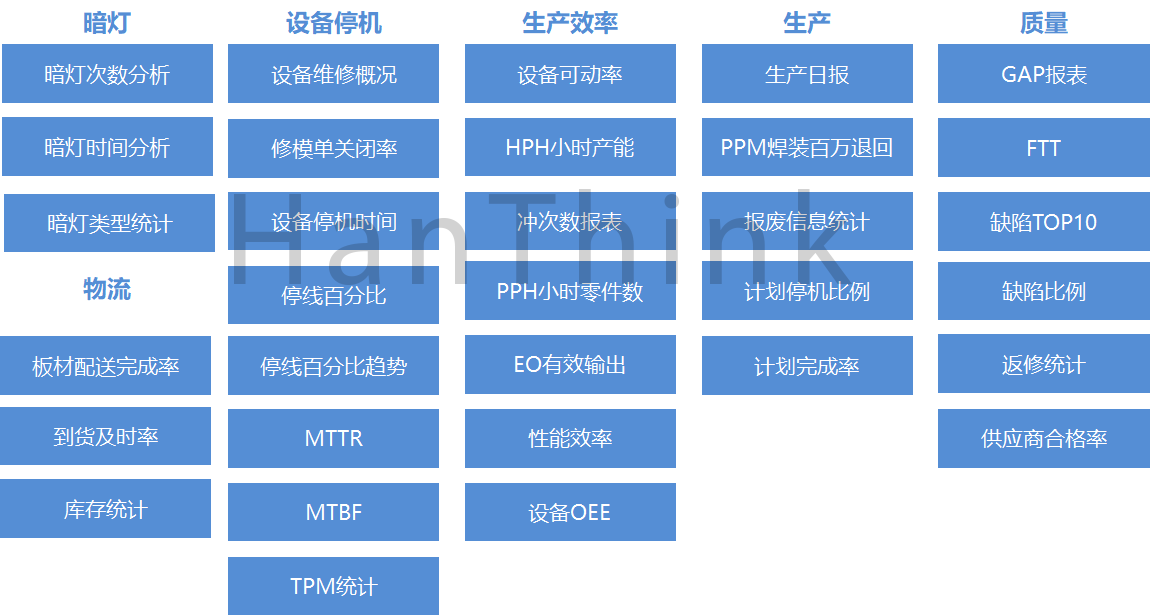
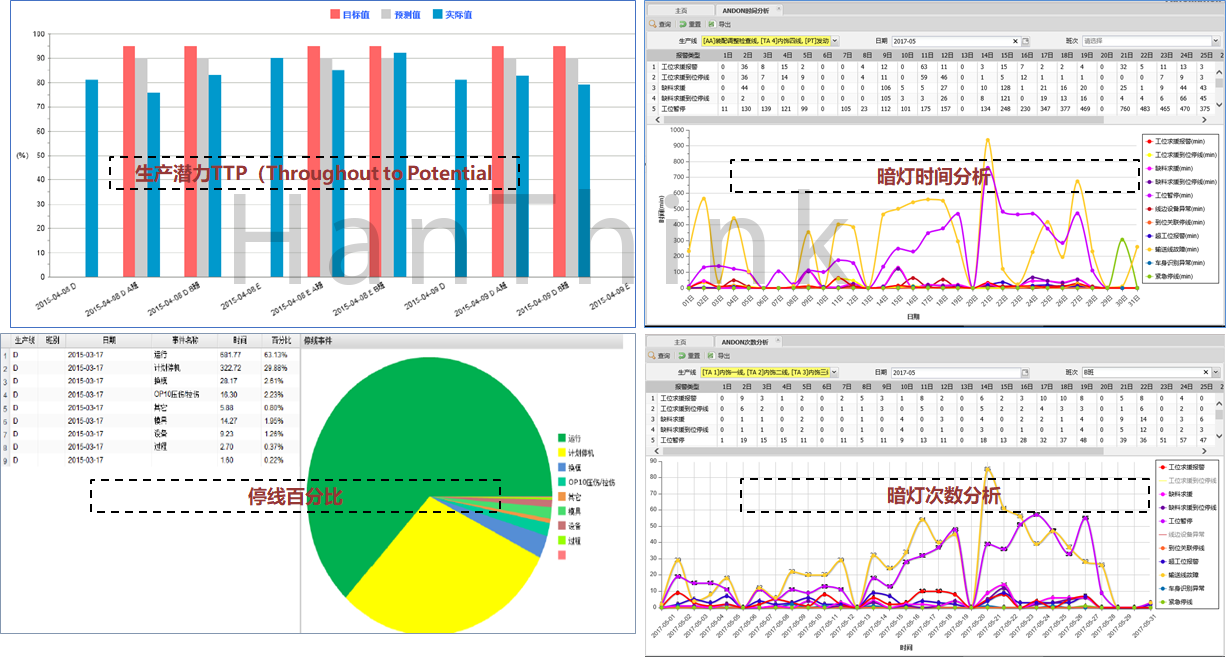
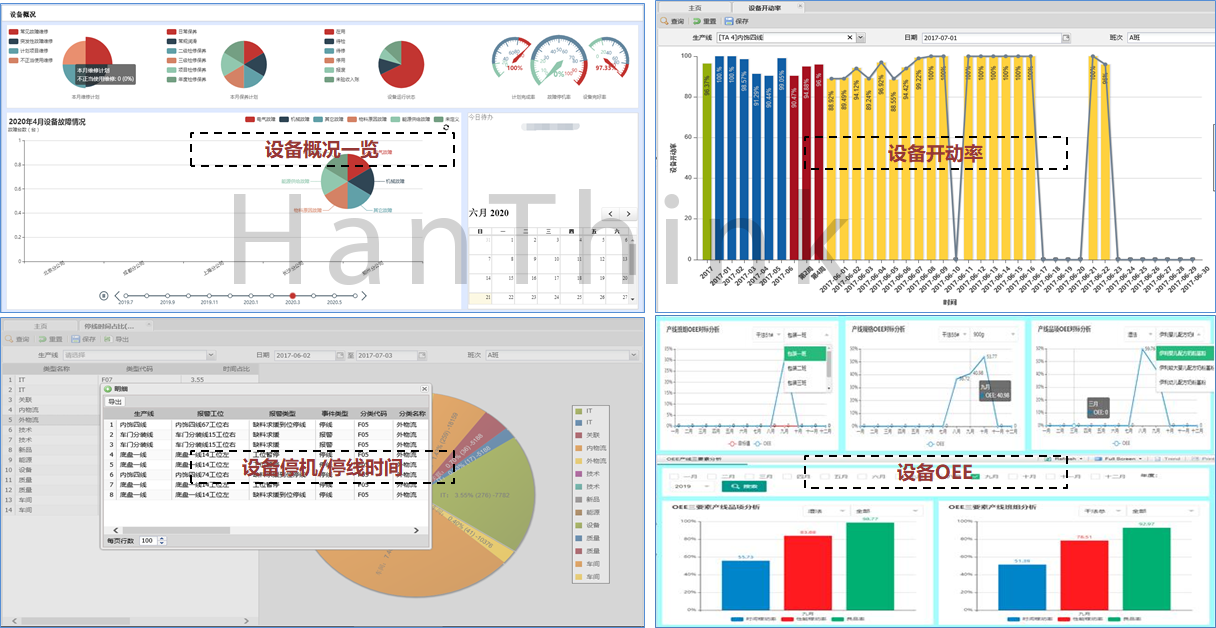
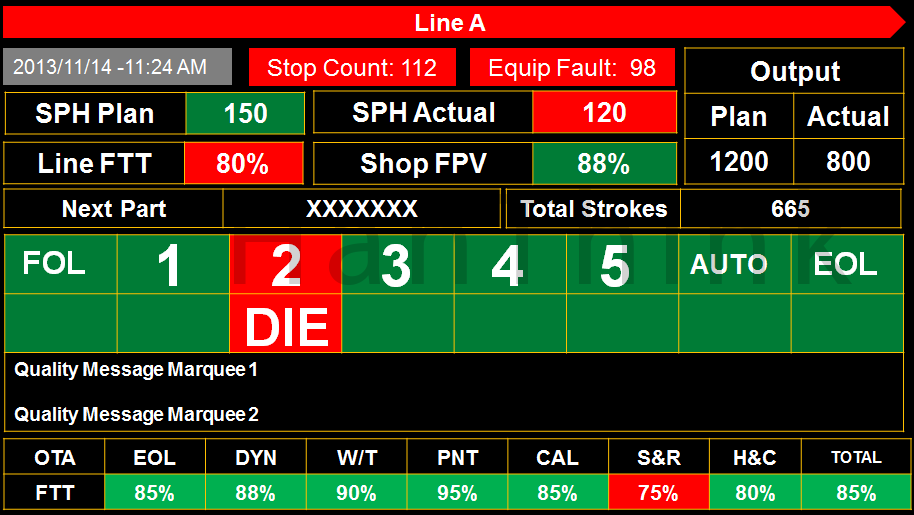
沖壓生產(chǎn)是利用壓力機(jī)和模具實(shí)現(xiàn)對(duì)板材、帶材 汽車上的沖壓件品種繁多 汽車沖壓行業(yè)屬于多品種、變批量的生產(chǎn)模式 沖壓車間的需求大體上與其它行業(yè)類似 1.車間計(jì)劃編排:開(kāi)卷鋼材得到板料 2.生產(chǎn)過(guò)程跟蹤:自動(dòng)化生產(chǎn)過(guò)程,需生產(chǎn)計(jì)劃、線尾料架、板料、模具、加工程序號(hào)全部匹配才能夠生產(chǎn),對(duì)于生產(chǎn)批次切換時(shí)更需要注意匹配關(guān)系,否則生產(chǎn)出現(xiàn)故障,或?qū)_壓件、原料庫(kù)存數(shù)據(jù)產(chǎn)生偏差。 3.物料管理:原料配送收貨 4.設(shè)備管理:主要設(shè)備的集成只在設(shè)備端查看,無(wú)法為壓機(jī) 5.質(zhì)量管理:人工記錄質(zhì)量問(wèn)題和返修記錄 6.生產(chǎn)監(jiān)控:實(shí)時(shí)監(jiān)控主要依賴車間對(duì)講機(jī)或電話進(jìn)行溝通,設(shè)備運(yùn)行統(tǒng)計(jì)或計(jì)劃達(dá)成均由班組長(zhǎng)在班次切換時(shí)上報(bào)記錄 基于沖壓行業(yè)以上生產(chǎn)特征和需求,福州漢思自2013年起開(kāi)始探索汽車沖壓生產(chǎn)管理的信息化方案,經(jīng)過(guò)多年積累,形成了如下汽車沖壓整體解決方案 汽車沖壓整體解決方案包括:系統(tǒng)管理、主數(shù)據(jù)管理、生產(chǎn)計(jì)劃管理、生產(chǎn)過(guò)程跟蹤、物料管理 我們將針對(duì)汽車沖壓行業(yè)方案中的核心與特色展開(kāi)介紹: 3.1.生產(chǎn)計(jì)劃高級(jí)排產(chǎn) 沖壓車間的排產(chǎn)計(jì)劃(文章《汽車沖壓高級(jí)排產(chǎn)-實(shí)踐經(jīng)驗(yàn)分享》已詳細(xì)描述)主要分為3類:沖壓件生產(chǎn)計(jì)劃 1 2 3、預(yù)示計(jì)劃 4 圖 計(jì)劃主界面 5 6、原料配送計(jì)劃。一般根據(jù)沖壓件計(jì)劃倒推,根據(jù)月度需求按批次叫料送貨,對(duì)于生產(chǎn)與配送效率高的原料供貨商,也可以實(shí)時(shí)根據(jù)沖壓件生產(chǎn)預(yù)示計(jì)劃進(jìn)行詳細(xì)推算后再叫料。原料配送需考慮原料叫料供應(yīng)商后,供應(yīng)商準(zhǔn)備-送貨-收貨的處理時(shí)間,若需車間內(nèi)開(kāi)卷,還需考慮開(kāi)卷的前置周期。 3.2.物流全過(guò)程跟蹤 沖壓車間生產(chǎn)物流跟蹤包括原料、沖壓件 1.原料。供應(yīng)商送貨到卸貨平臺(tái)后 圖 原料收貨工作站 圖 板料投料/退料跟蹤 2.沖壓件。原料投入產(chǎn)線后,生產(chǎn)線尾產(chǎn)出沖壓車間成品——沖壓件。沖壓件從產(chǎn)線末尾裝載至料架中,隨料架一起進(jìn)入倉(cāng)庫(kù)、返修、出庫(kù)(焊裝),則沖壓件庫(kù)存從產(chǎn)出,流轉(zhuǎn)到后工序(焊裝車間)結(jié)束。過(guò)程中追溯沖壓件的類型、生產(chǎn)批次、庫(kù)存數(shù)量、狀態(tài)(質(zhì)量/物流)等信息,并自動(dòng)維護(hù)個(gè)狀態(tài)、區(qū)域的沖壓件實(shí)時(shí)庫(kù)存,提高庫(kù)存管理效率的同時(shí) 圖 線尾工作站 圖 壓機(jī)線尾沖壓件裝載區(qū) 3.料架 圖 尾箱料架數(shù)量修改 原料和沖壓件、料架的物流跟蹤路線如下圖展示: 圖 沖壓車間主要物流路線 其中1~2為原料跟蹤,3~6為沖壓件跟蹤,3~9為料架/料車跟蹤。 (1)板料收貨 (2)板料出庫(kù)后 (3)板料經(jīng)壓機(jī)幾道工序加工后 (4)料架/料車沖壓件裝滿或沖壓件切換時(shí),使用叉車將料架運(yùn)送到?jīng)_壓件成品庫(kù)房中 (5)若入庫(kù)時(shí)漏掃,則進(jìn)行異常處理 (6)后工序(焊裝)生產(chǎn)需拉動(dòng)零件時(shí),根據(jù)物料配送需求 (7)焊裝生產(chǎn)消耗沖壓件 (8)將料架(空料架/異常料架)運(yùn)輸返回沖壓件成品庫(kù)房 (9)下一次料架可裝載沖壓件生產(chǎn)時(shí) 4.模具 圖 上下開(kāi)合的模具 以上所有物流跟蹤在沒(méi)有納入車間級(jí)的MOM中前 常用的方式是打印紙質(zhì)的條碼 圖 線尾標(biāo)簽打印 圖 打印標(biāo)簽樣例 RFID跟蹤的優(yōu)勢(shì)在于物流跟蹤節(jié)點(diǎn)的自動(dòng)感應(yīng) 圖 板料托盤RFID與上料口天線 圖 入庫(kù)門洞RFID天線及位置示意圖 圖 出庫(kù)門洞RFID天線及位置示意圖 圖 門洞RFID天線與塔燈安裝 針對(duì)RFID自動(dòng)讀取漏讀或誤讀的情況 3.3. 壓力機(jī)秒級(jí)運(yùn)行監(jiān)控 對(duì)于乘用車沖壓車間 通過(guò)對(duì)壓力機(jī)PLC的信息對(duì)接,可以采集到壓力機(jī)的狀態(tài)、當(dāng)前模具程序號(hào)、沖次數(shù)變化以及設(shè)備報(bào)警信息。一般用于生產(chǎn)管理的壓機(jī)狀態(tài)如下表所示: 采集壓機(jī)數(shù)據(jù)后可生成實(shí)時(shí)的壓機(jī)運(yùn)行監(jiān)控畫面如下 圖 壓機(jī)運(yùn)行監(jiān)控-事件明細(xì) 圖 壓機(jī)運(yùn)行監(jiān)控-批次實(shí)時(shí)KPI 需要特別注意的是在工作時(shí)間之外的壓機(jī)事件 事件原因錄入: 事件拆分: 3.4.圖形化的質(zhì)量管理 沖壓的質(zhì)量返修區(qū)一般設(shè)置在沖壓件庫(kù)房?jī)?nèi)或很近的位置 沖壓質(zhì)量管理與整車質(zhì)量管理類似 質(zhì)量管理的功能界面均可以再移動(dòng)端進(jìn)行操作,建議的方式是采用平板或PAD(圖片查看方便)。 3.5.模具預(yù)防性維護(hù) 模具預(yù)防性維護(hù)與設(shè)備預(yù)防性維護(hù)基本類似,模具的PM工單生成更多采用沖壓次數(shù)累計(jì),達(dá)到設(shè)定值后,自動(dòng)生成PM工單后執(zhí)行。模具的維護(hù)行為主要分為4類:清洗、點(diǎn)檢、保養(yǎng)、維修,PM工單均可手動(dòng)插入,其中除維修外,其它3類均可配置為自動(dòng)生成。 每個(gè)編號(hào)的模具均需單獨(dú)維護(hù)PM頻次,結(jié)合壓機(jī)數(shù)據(jù)采集可自動(dòng)累計(jì)實(shí)際沖次數(shù),到達(dá)設(shè)定的PM頻次后,自動(dòng)生成對(duì)應(yīng)的PM工單,工單生成后,該模具的對(duì)應(yīng)當(dāng)輪沖刺累計(jì)清零,再次重新累計(jì) PM工單生成后,按配置流程又對(duì)應(yīng)人員執(zhí)行,執(zhí)行過(guò)程中需錄入問(wèn)題類型、描述、處理措施、是否試模等,可以自由采用文字、照片、語(yǔ)音、視頻等信息進(jìn)行描述。PM工單執(zhí)行后,需由對(duì)應(yīng)的確認(rèn)和關(guān)閉人員進(jìn)行問(wèn)題閉環(huán)處理,最終可形成PM知識(shí)庫(kù),用于指導(dǎo)后續(xù)PM工作。 針對(duì)PM工單的實(shí)際執(zhí)行,可統(tǒng)計(jì)PM工單關(guān)閉率和及時(shí)率,按執(zhí)行部門和人員也可統(tǒng)計(jì)執(zhí)行時(shí)長(zhǎng)與效率。 3.6.豐富的監(jiān)控與報(bào)表展示 主要的沖壓車間報(bào)表如下圖所示,實(shí)際各家工廠管理方式略有差異,例如生產(chǎn)潛力、保供率等。 部分常見(jiàn)報(bào)表樣式如下 通過(guò)各類真實(shí)數(shù)據(jù)KPI統(tǒng)計(jì)分析,識(shí)別生產(chǎn)過(guò)程管理的主要問(wèn)題,幫助企業(yè)更有針對(duì)性的提升效率。 各類實(shí)時(shí)統(tǒng)計(jì)看板 工藝指示看板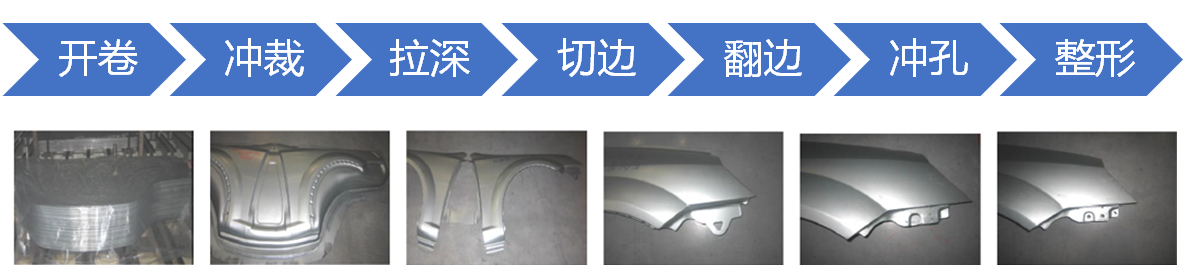




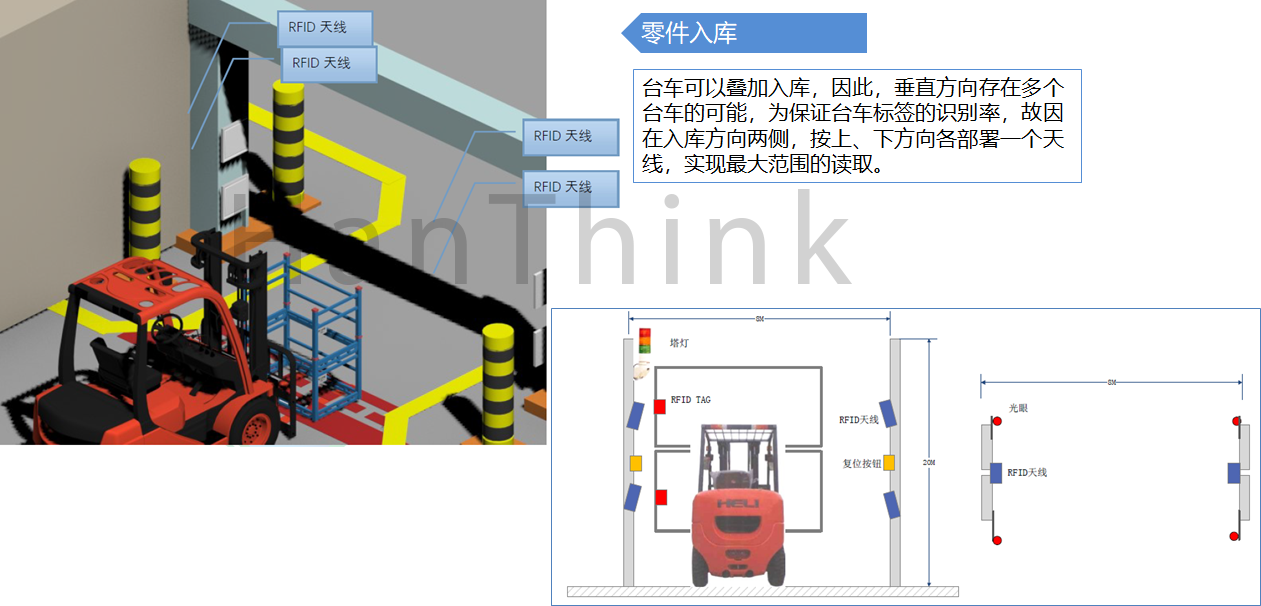
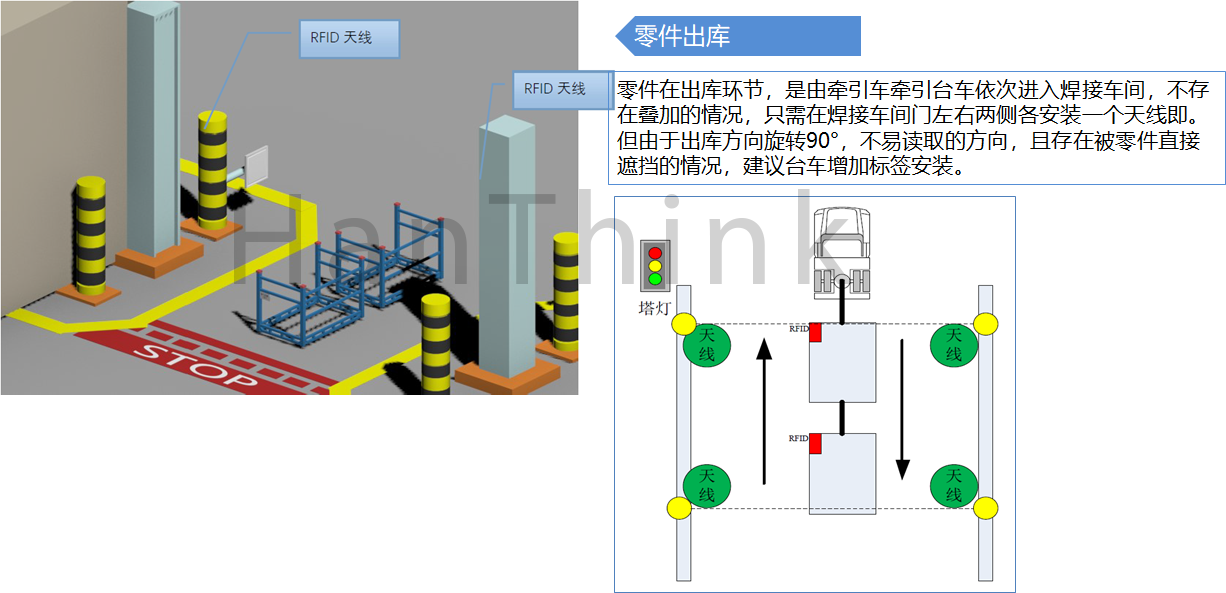

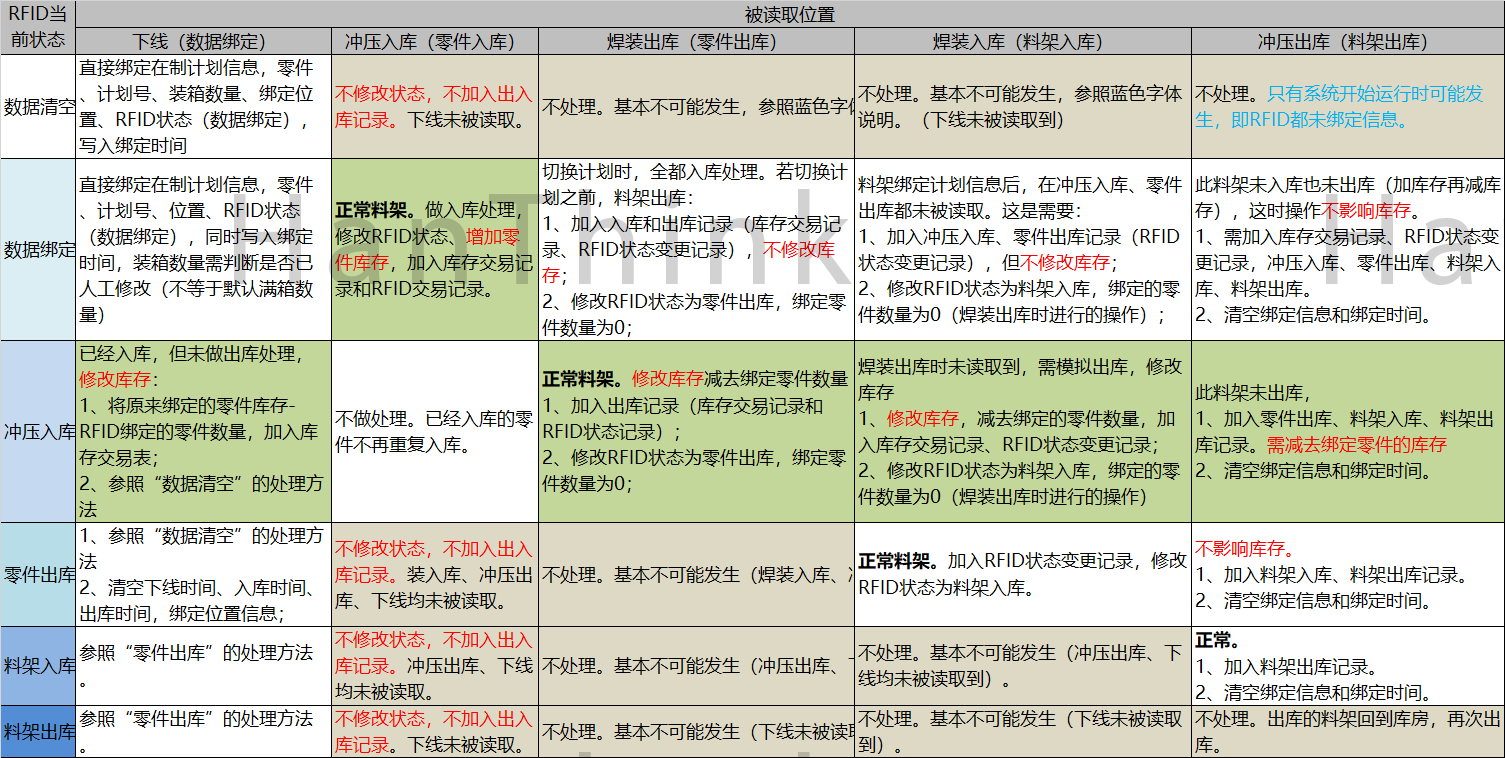
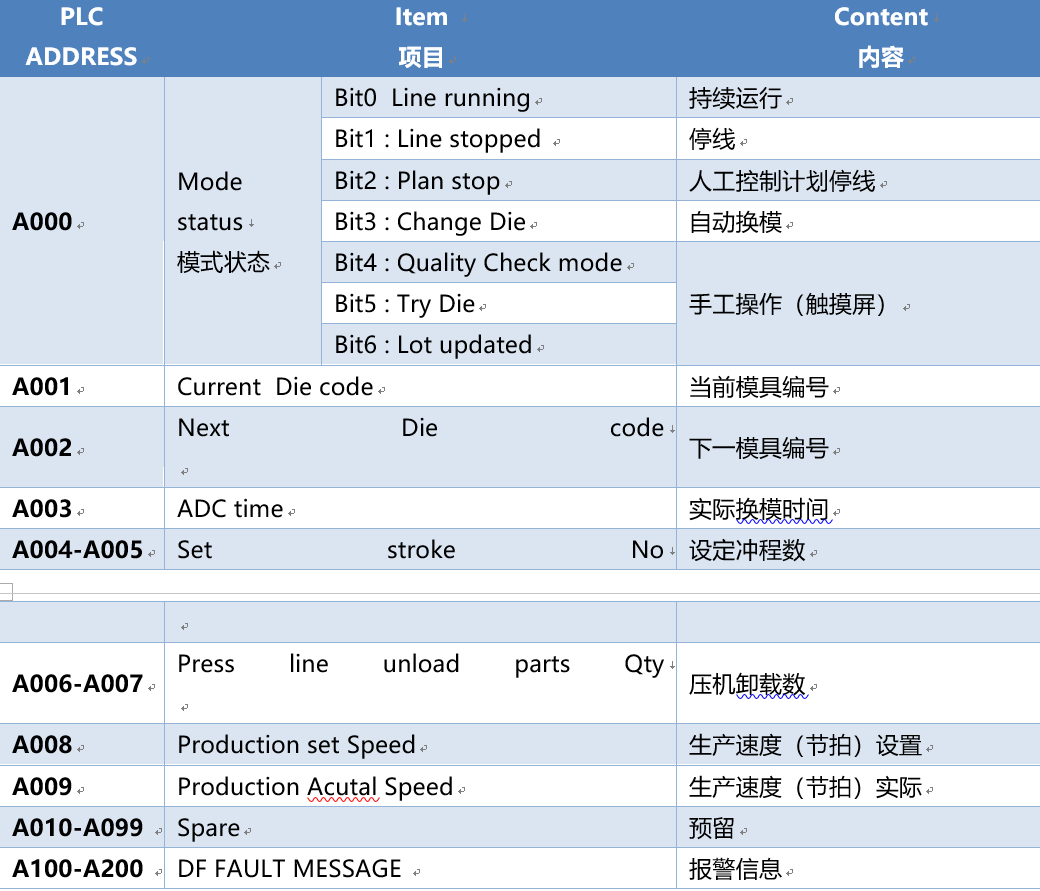






-
漢思產(chǎn)品
-
漢思產(chǎn)品
漢思信息成立于2008年
,基于自主研發(fā)的STIX四大平臺(tái),致力于為企業(yè)用戶提供全面、量身定制的MOM管理軟件(MES、WMS、LES、QMS、EAM、EMS、IOT等)和數(shù)字化解決方案。 前往產(chǎn)品主頁(yè) -
解決方案
-
解決方案
漢思信息成立于2008年
,基于自主研發(fā)的STIX四大平臺(tái),致力于為企業(yè)用戶提供全面、量身定制的MOM管理軟件(MES、WMS、LES、QMS、EAM、EMS、IOT等)和數(shù)字化解決方案全行業(yè)解決方案
漢思微信公眾號(hào)

行業(yè)案例
漢思原創(chuàng)
質(zhì)量管理
AI應(yīng)用
漢思新聞
關(guān)于漢思
漢思原創(chuàng)
100+項(xiàng)目經(jīng)驗(yàn)總結(jié)
,高級(jí)顧問(wèn)提煉純干貨預(yù)約演示 對(duì)話專家深度 | 基于MOM的汽車沖壓車間解決方案
作者:Hanthink 發(fā)布時(shí)間:2023-05-31 10:10:12 3658
3658
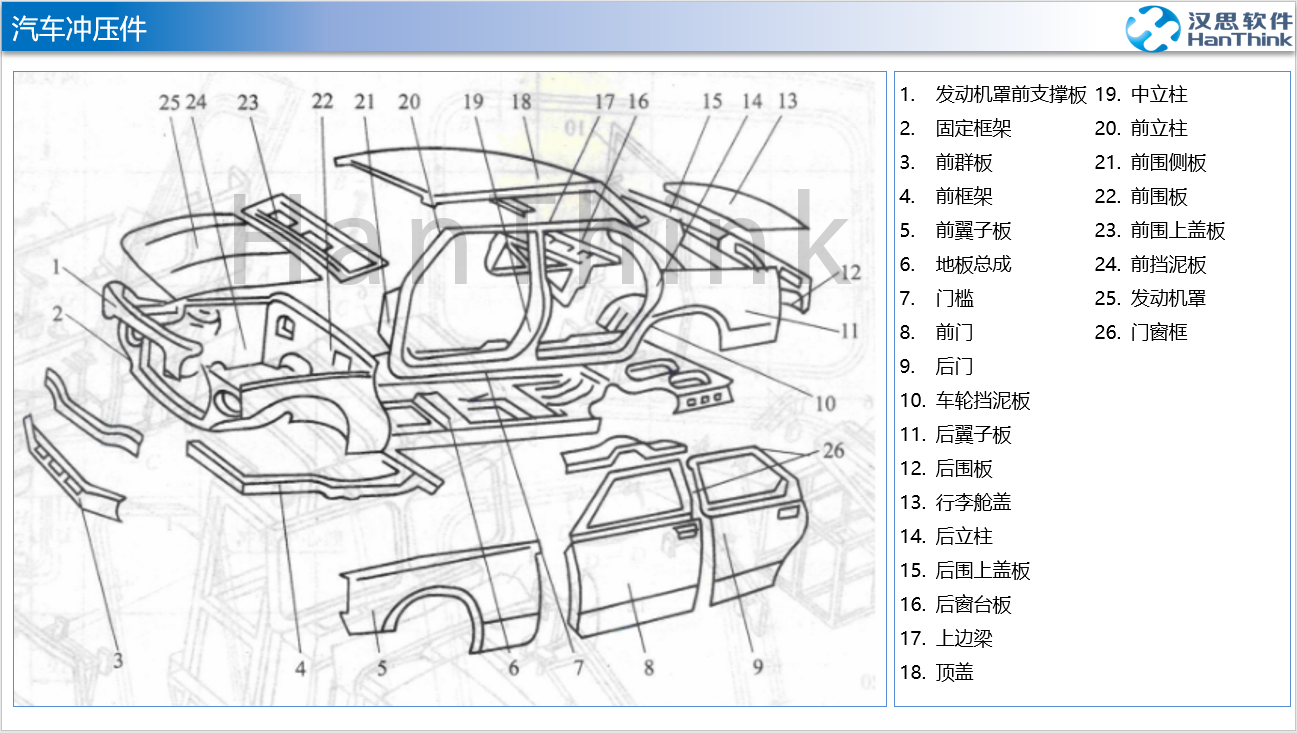
01 什么是沖壓件 、管材和型材等施加外力,促成塑性變形或分離,從而獲得所需形狀、尺寸和性能的工件(沖壓件)的成形加工技術(shù),是金屬塑性加工的主要方法之一,隸屬于材料成型工程技術(shù)。板料、模具和壓力設(shè)備是沖壓加工的三要素,不同的加工溫度適用于不同變形抗力和塑性的材料,薄板一般在室溫下進(jìn)行;模具是沖壓批量生產(chǎn)和先進(jìn)沖壓工藝實(shí)現(xiàn)的基礎(chǔ)。,如汽車減震器沖壓件彈簧托盤、彈簧座、彈簧托架、端蓋、封蓋、壓縮閥蓋、壓縮閥套、油封座、底蓋、防塵蓋、葉輪、油筒、支耳、支架等都屬于汽車沖壓件。大體上分為覆蓋件、梁架件和一般沖壓件,沖壓車間生產(chǎn)的沖壓件,能夠明顯表示汽車形象特征,屬于覆蓋件。覆蓋件分為外覆蓋件和內(nèi)覆蓋件,具有材料薄、形狀復(fù)雜、結(jié)構(gòu)尺寸大且精度要求高,表面質(zhì)量高,不能一次成型等特點(diǎn),因此汽車沖壓車間均使用壓機(jī)和模具進(jìn)行批量生產(chǎn)。02 行業(yè)特點(diǎn)與需求分析 ,一般企業(yè)均設(shè)置壓機(jī)線和模具進(jìn)行批量生產(chǎn),具備自動(dòng)化程度高、流水線生產(chǎn)、生產(chǎn)節(jié)拍快、備庫(kù)存的生產(chǎn)特點(diǎn)。,涵蓋生產(chǎn)計(jì)劃、生產(chǎn)執(zhí)行跟蹤、物料追溯、質(zhì)量管理、設(shè)備管理、統(tǒng)計(jì)報(bào)表分析等常規(guī)MES功能。但基于沖壓行業(yè)生產(chǎn)模式的特征,在進(jìn)行沖壓車間MES系統(tǒng)的規(guī)劃時(shí),應(yīng)該特別針對(duì)以下需求特點(diǎn)進(jìn)行需求分析和功能設(shè)計(jì):、原料采購(gòu)計(jì)劃,考慮后工序消耗需求和實(shí)時(shí)庫(kù)存信息,根據(jù)設(shè)置的沖壓件原料消耗比例、空容器數(shù)量、設(shè)備可用狀態(tài)等條件,滾動(dòng)制定車間日計(jì)劃。先制定沖壓件加工計(jì)劃,再反推板料加工計(jì)劃和原料采購(gòu)計(jì)劃,系統(tǒng)自動(dòng)推算車間計(jì)劃,減少人工排產(chǎn)計(jì)算工作量。、模具的預(yù)防性維護(hù)提供數(shù)據(jù),設(shè)備TPM管理依賴人工記錄管理,事后歷史數(shù)據(jù)統(tǒng)計(jì)分析人工操作繁瑣。,同步倉(cāng)庫(kù)數(shù)據(jù)滯后,不利于分析關(guān)鍵質(zhì)量問(wèn)題,例如按長(zhǎng)周期統(tǒng)計(jì)或按車型統(tǒng)計(jì)。03 汽車沖壓解決方案 ,并在福特、廣汽、北汽、路虎的多個(gè)工廠進(jìn)行了成功實(shí)踐。、設(shè)備管理、質(zhì)量管理、安燈呼叫、生產(chǎn)監(jiān)控8大模塊。>>>> 、開(kāi)卷/板料生產(chǎn)計(jì)劃、原料配送計(jì)劃。后工序生產(chǎn)計(jì)劃作為虛擬的庫(kù)存消耗數(shù)據(jù),進(jìn)行庫(kù)存模擬消耗。、根據(jù)月度消耗計(jì)劃,評(píng)估月度產(chǎn)能負(fù)荷關(guān)系:、長(zhǎng)期計(jì)劃推算。長(zhǎng)期計(jì)劃作為預(yù)示計(jì)劃,可在一定周期內(nèi)調(diào)節(jié)每日的生產(chǎn)負(fù)荷,防止日負(fù)荷超出日產(chǎn)能。同時(shí)長(zhǎng)期計(jì)劃,可以作為前工序開(kāi)卷線計(jì)劃的推算根據(jù),也可作為原料叫料配送計(jì)劃的依據(jù)。。預(yù)示計(jì)劃根據(jù)后工序的較長(zhǎng)期計(jì)劃推算達(dá)到,只是“預(yù)示”計(jì)劃的原因是后工序長(zhǎng)期計(jì)劃可能調(diào)整的概率較大(甚至未鎖定),后工序計(jì)劃若調(diào)整則沖壓件計(jì)劃也會(huì)受影響而調(diào)整,因此只作為預(yù)示。、鎖定計(jì)劃。鎖定區(qū)間計(jì)劃作為實(shí)際即將執(zhí)行的計(jì)劃,按觸發(fā)方式可以分為:“后工序需求計(jì)劃模擬消耗觸發(fā)”與“實(shí)際庫(kù)存消耗觸發(fā)”兩種,實(shí)際存在只使用單一方式或兩種方式結(jié)合的情況。、開(kāi)卷/板料計(jì)劃。開(kāi)卷/板料生產(chǎn)計(jì)劃,根據(jù)沖壓件生產(chǎn)計(jì)劃反推,時(shí)間上提前設(shè)定的前置周期。排產(chǎn)過(guò)程中確認(rèn)順序需根據(jù)實(shí)際開(kāi)卷工序特點(diǎn)進(jìn)行判斷。>>>> 、料架、模具等實(shí)物物流跟蹤。,開(kāi)始進(jìn)行原料的物流跟蹤,直到壓機(jī)線首投料消耗結(jié)束。具體包括原料收貨、原料入庫(kù)、原料出庫(kù)、(板材入庫(kù)、板材出庫(kù))、投料等物流跟蹤節(jié)點(diǎn)。通過(guò)原料的物流跟蹤,自動(dòng)更新維護(hù)原料在倉(cāng)庫(kù)或其它緩存區(qū)(線邊庫(kù))的庫(kù)存狀態(tài)和數(shù)量,并為生產(chǎn)過(guò)程追溯提供原料的詳細(xì)批次信息,包括原料的生產(chǎn)日期、批號(hào)、卷號(hào)、爐號(hào)等。,也為沖壓高級(jí)自動(dòng)排產(chǎn)提供了必須的動(dòng)態(tài)庫(kù)存數(shù)據(jù)。。料架(也叫料車、臺(tái)車等)作為沖壓生產(chǎn)要素之一,裝載零件時(shí)跟蹤作為沖壓件的跟蹤載體,空料架時(shí)物流跟蹤統(tǒng)計(jì)可用空料架數(shù)量,空料架數(shù)量也作為生產(chǎn)是否可執(zhí)行的因素之一。一般通過(guò)紙質(zhì)看板或RFID進(jìn)行信息化跟蹤。;若沖壓件零件狀態(tài)異常,則進(jìn)行沖壓件返修后再入庫(kù);,使用運(yùn)輸車(叉車或拖車)運(yùn)輸沖壓件到焊裝線邊;,直到料架內(nèi)的沖壓件消耗完畢,或發(fā)現(xiàn)質(zhì)量異常;,對(duì)異常料架的沖壓件進(jìn)行返修再入庫(kù)或報(bào)廢處理,更新料架的物流狀態(tài)。還有沖壓件的料架,后續(xù)可能與其它未滿的料架合并,或再次出庫(kù)到焊裝進(jìn)行生產(chǎn)使用;,運(yùn)送空料架到?jīng)_壓線尾,等待沖壓件成品裝載。。壓機(jī)換模時(shí),一般是手動(dòng)輸入模具程序號(hào)進(jìn)行沖壓件生產(chǎn)。跟蹤模具物流位置,可進(jìn)行實(shí)際校驗(yàn),如模具是否試模、實(shí)際換入壓機(jī)模具ID是否與批次生產(chǎn)計(jì)劃匹配、模具TPM操作是否對(duì)應(yīng)正確的模具等。模具在上一批次生產(chǎn)過(guò)程中,使用車間行車(模具很重)運(yùn)輸?shù)綁簷C(jī)一側(cè),等待切換。一般模具從模具存放區(qū)吊到目標(biāo)位置,需要40分鐘左右,因此沖壓生產(chǎn)方式為批次生產(chǎn)且批次量不小,無(wú)法與焊裝等后工序一樣進(jìn)行單件生產(chǎn)。,均采用人工登記的管理方式,采用信息化手段進(jìn)行跟蹤,以上物流跟蹤對(duì)象均可以采用以下跟蹤方式:條碼+掃描 ,粘貼于跟蹤對(duì)象上進(jìn)行跟蹤,其中原料和沖壓件常常將條碼置于托盤或料架上。物流跟蹤對(duì)象在經(jīng)過(guò)設(shè)定的物流節(jié)點(diǎn)時(shí),采用人工或手工的方式,掃描物流跟蹤條碼,從而感知通過(guò)的跟蹤對(duì)象,系統(tǒng)自動(dòng)更新其物流狀態(tài)或庫(kù)存信息。在沖壓車間內(nèi),采用條碼+掃描方式時(shí),更常見(jiàn)的方式時(shí)人工掃描。例如板料收貨、出入庫(kù)或上料時(shí),人工掃描置于板料托盤上的紙質(zhì)標(biāo)簽條碼,進(jìn)行系統(tǒng)內(nèi)的物流狀態(tài)更新。RFID ,無(wú)需投入額外的人工掃描操作,缺點(diǎn)是存在一定的漏讀和誤讀。通過(guò)在固定的物流感知區(qū)域安裝RFID天線和必要的傳感器,即可完成信息系統(tǒng)對(duì)托盤、料架的自動(dòng)感應(yīng)。需要注意的是,由于料架在各個(gè)物流流轉(zhuǎn)節(jié)點(diǎn)感應(yīng)區(qū)的形態(tài)不同,因此在RFID天線安裝時(shí),應(yīng)充分考慮有效區(qū)域并結(jié)合實(shí)際物理位置進(jìn)行安裝設(shè)計(jì),并反復(fù)驗(yàn)證最佳安裝方案,車間管理執(zhí)行也需提供必要的規(guī)范支持。另外,料架上安裝多個(gè)RFID標(biāo)簽(對(duì)應(yīng)同一個(gè)料架或托盤)也是提高采集讀取正確率的一種有效方式。,一種行之有效的系統(tǒng)自我調(diào)整方案是:利用物流跟蹤狀態(tài)的連續(xù)變化事實(shí),進(jìn)行中間狀態(tài)的自動(dòng)補(bǔ)錄和庫(kù)存更新,具體場(chǎng)景可參考下表:>>>> ,一般都采用模具進(jìn)行大規(guī)模量化生產(chǎn),主要生產(chǎn)設(shè)備為壓力機(jī),壓力機(jī)設(shè)備的效率和生產(chǎn)良率基本可以代表整個(gè)車間的生產(chǎn)效率和良率,因此壓機(jī)設(shè)備的效率對(duì)整個(gè)沖壓車間極其重要,需要對(duì)壓力機(jī)設(shè)備進(jìn)行詳細(xì)的狀態(tài)數(shù)據(jù)采集,用于各類效率KPI的統(tǒng)計(jì)計(jì)算,以發(fā)現(xiàn)改進(jìn)機(jī)會(huì)。,可懸停鼠標(biāo)指針用于查看每個(gè)色塊的詳細(xì)信息或每個(gè)批次的實(shí)施KPI統(tǒng)計(jì)。,如何閉環(huán),具體邏輯需結(jié)合管理需求進(jìn)行配置或定制?div id="m50uktp" class="box-center"> ;诟黝悏簷C(jī)監(jiān)控事件,仍然可以人工進(jìn)行事件等級(jí)和原因的錄入,便于多樣維度數(shù)據(jù)統(tǒng)計(jì)分析。>>>> ,便于返修和返修后再入庫(kù)。,不同點(diǎn)在于不良基礎(chǔ)數(shù)據(jù)和成品圖片的不同。整體流程為:不良基礎(chǔ)數(shù)據(jù)配置、不良數(shù)據(jù)錄入、返修確認(rèn)、不良返修。質(zhì)檢人員通過(guò)可視化的錄入方式,直接點(diǎn)擊不良位置,選擇不良類型與等級(jí)即可完成錄入;返修人員掃描料框條碼后,展示缺陷信息進(jìn)行確認(rèn)與逐項(xiàng)返修。不管是采用點(diǎn)或者宮格的方式(根據(jù)標(biāo)記管理精度需求與習(xí)慣選擇),目的都是為了對(duì)質(zhì)量問(wèn)題位置進(jìn)行標(biāo)記,提高后續(xù)確認(rèn)和返修工作的效率。>>>> 。同時(shí),模具狀態(tài)根據(jù)工單執(zhí)行狀態(tài)統(tǒng)計(jì),若存在未關(guān)閉的工單,根據(jù)類型確認(rèn)模具狀態(tài),模具狀態(tài)確定模具組狀態(tài),若存在維修工單未關(guān)閉,則模具不可用,生產(chǎn)準(zhǔn)備確認(rèn)時(shí)調(diào)取模具組狀態(tài),作為判斷是否可以生產(chǎn)的關(guān)鍵因素之一。>>>> ,也有助于把握車間整體情況,例如車間ANDON看板 -
-