

儀器儀表的整機(jī)裝配是嚴(yán)格按照設(shè)計(jì)要求
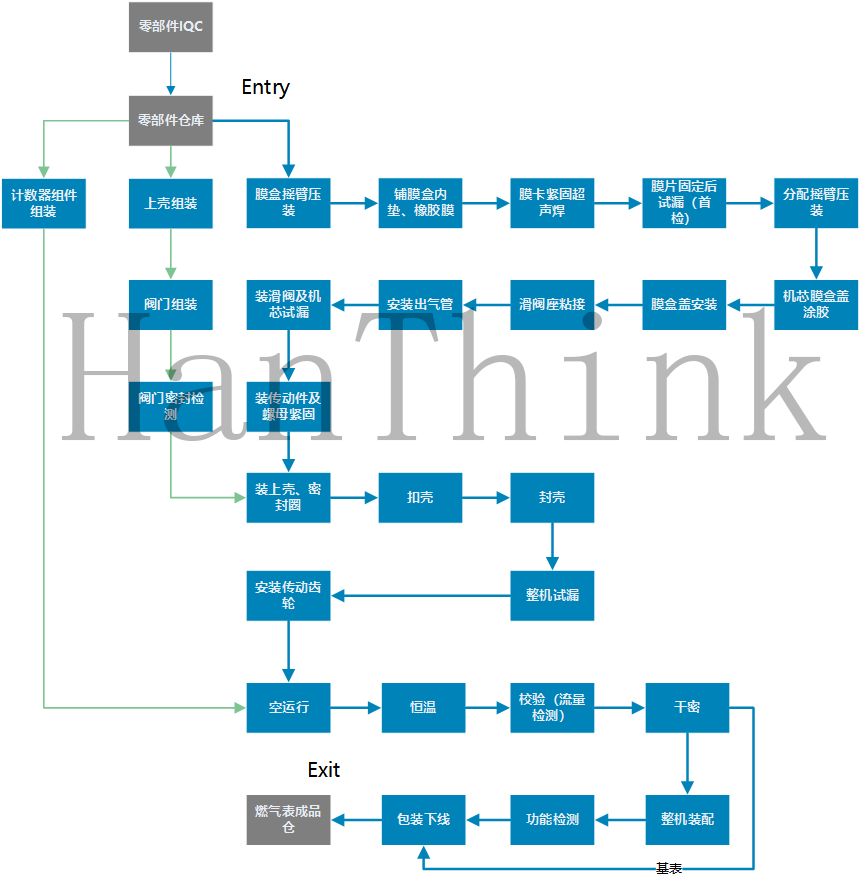
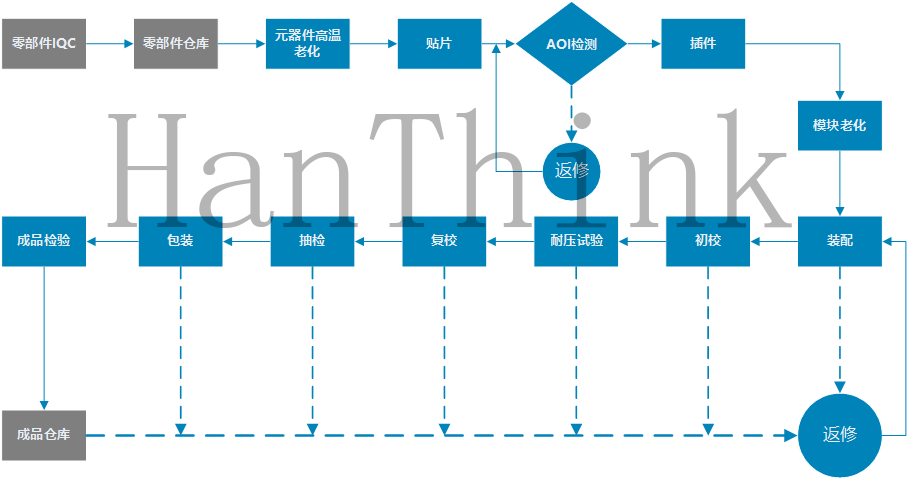
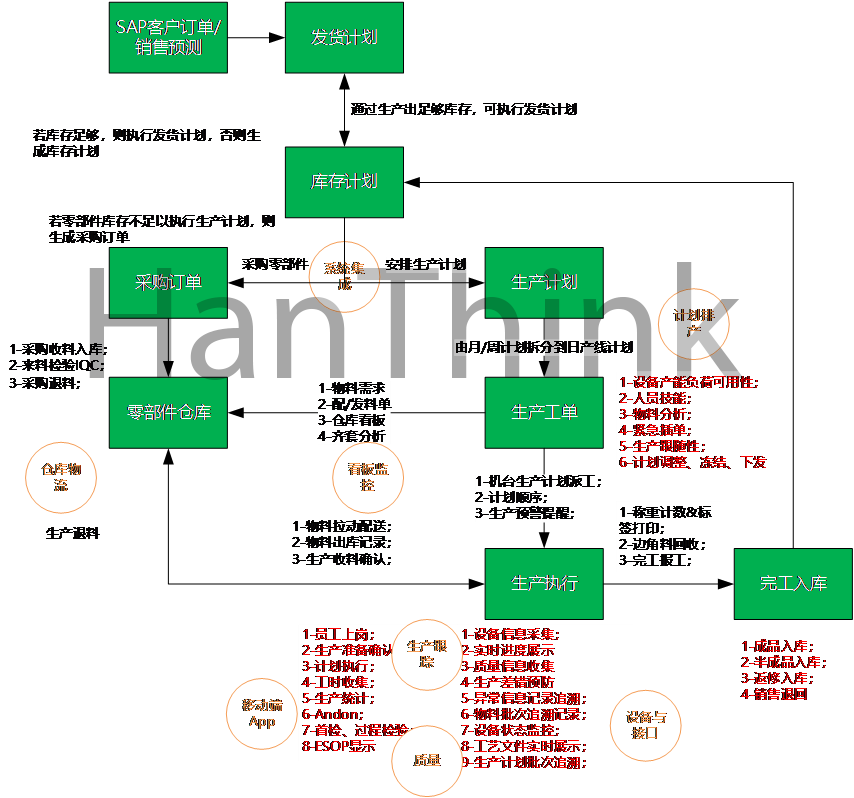
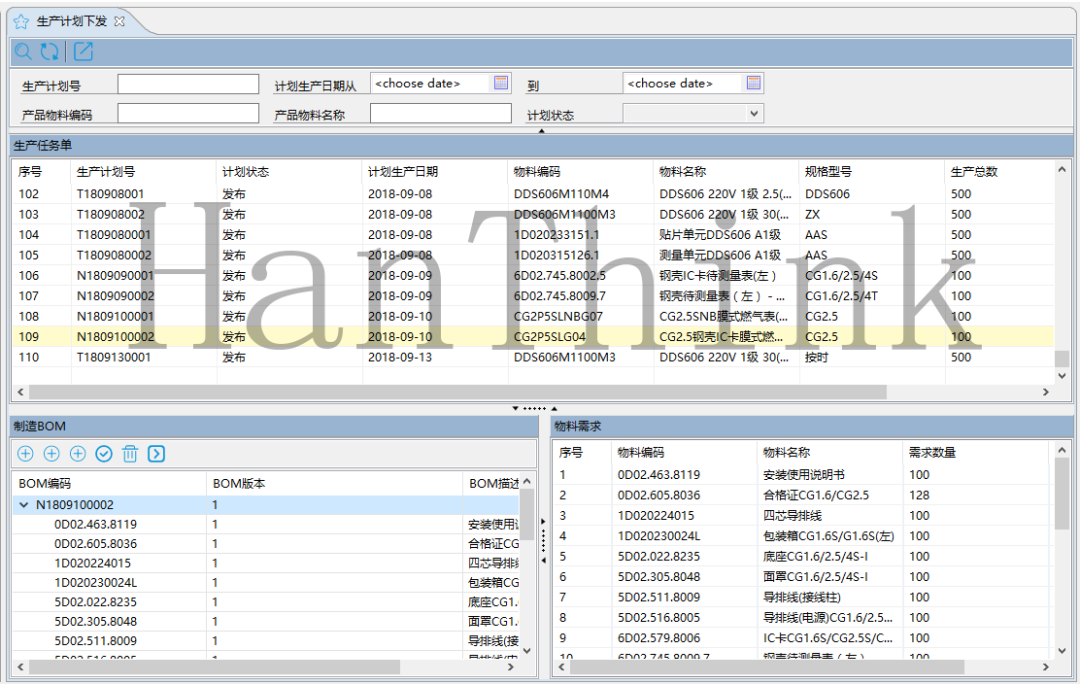
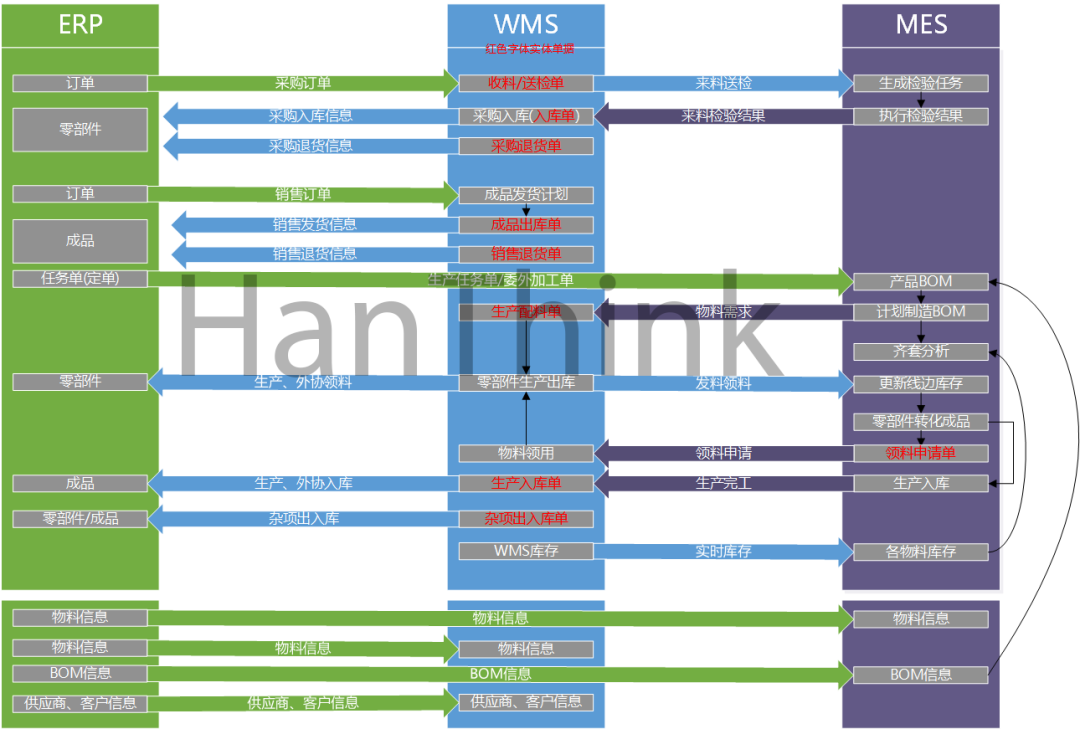
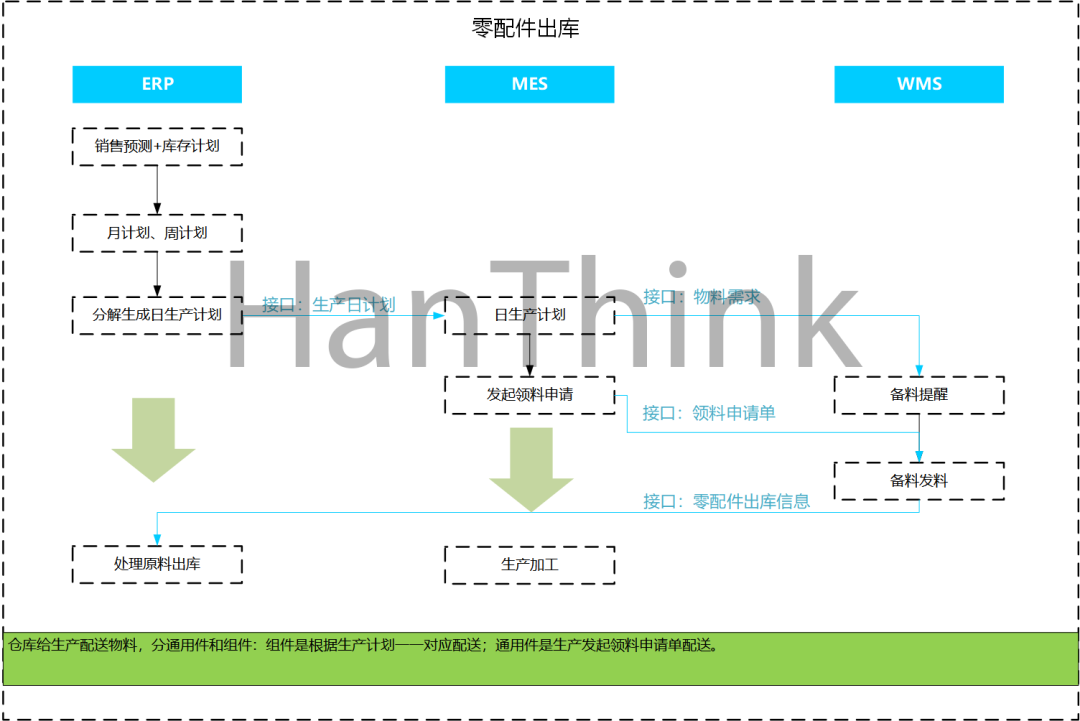
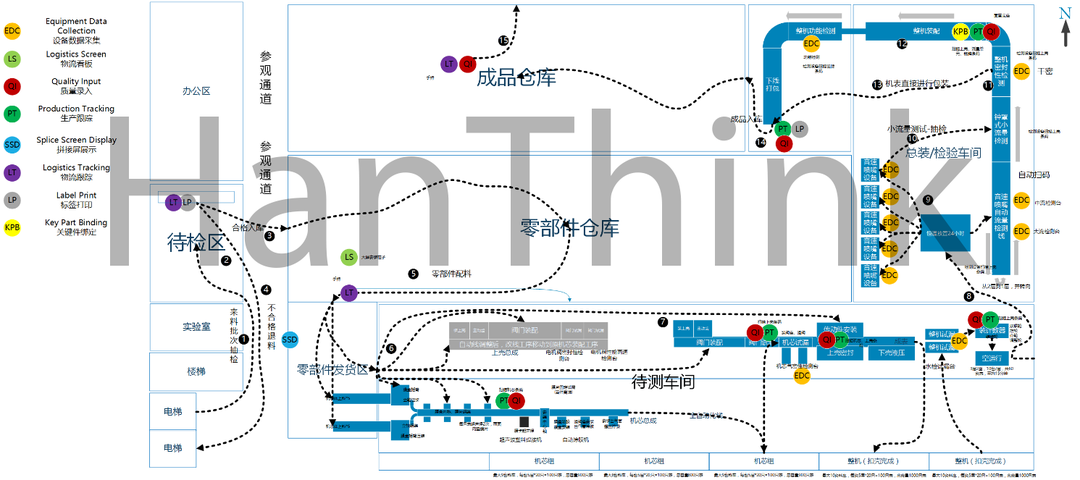
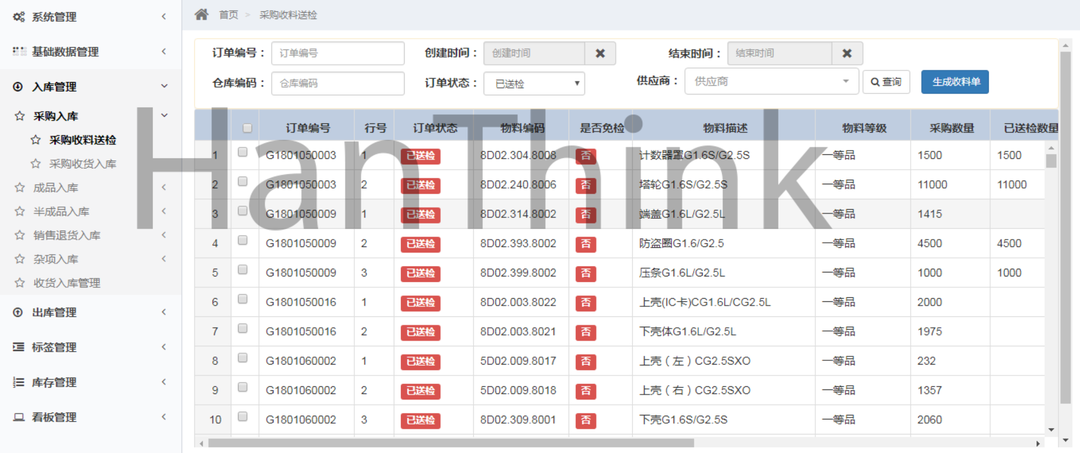
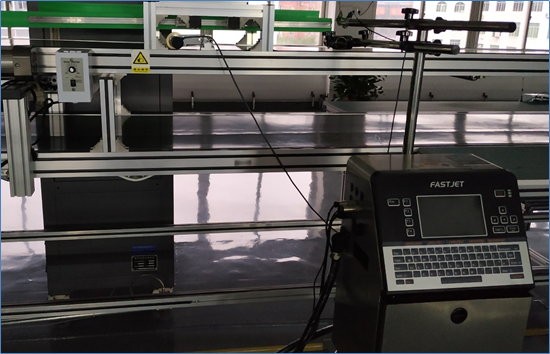
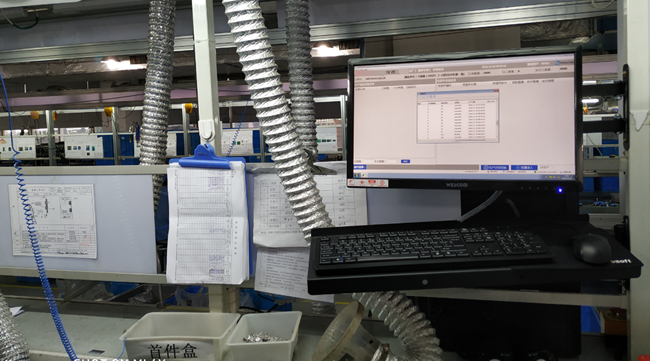
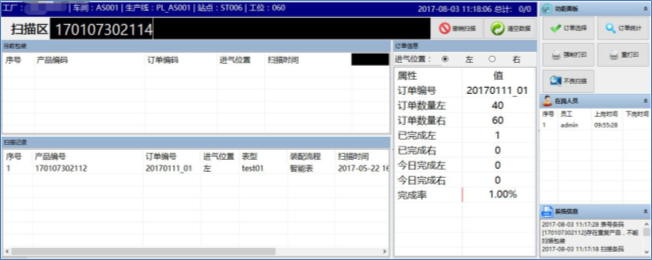
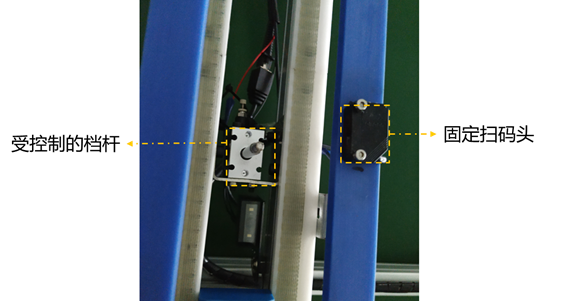
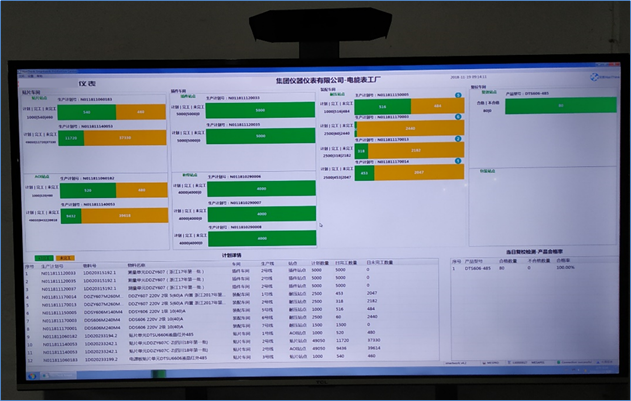
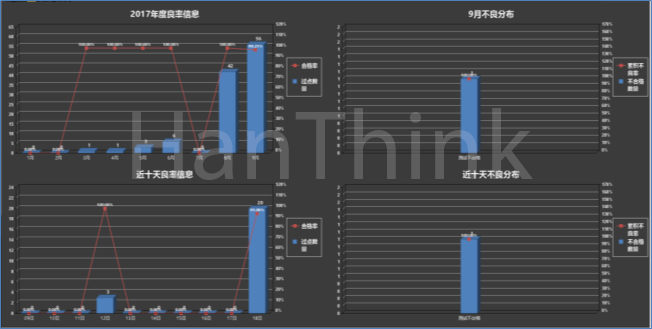
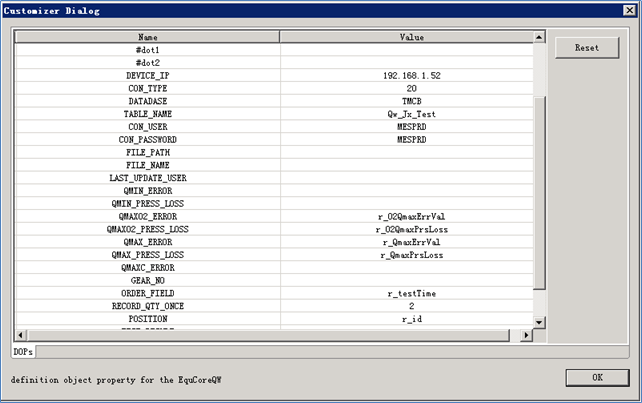
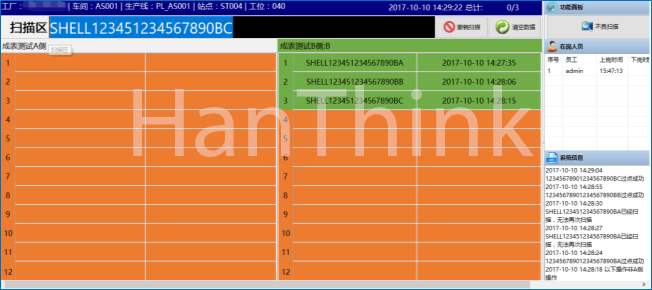
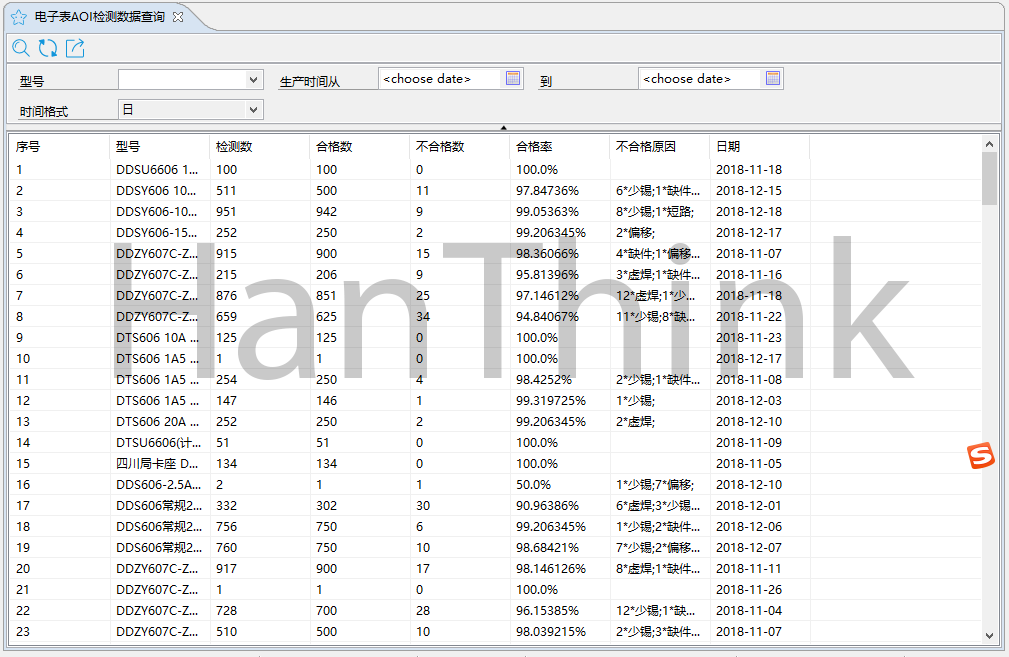
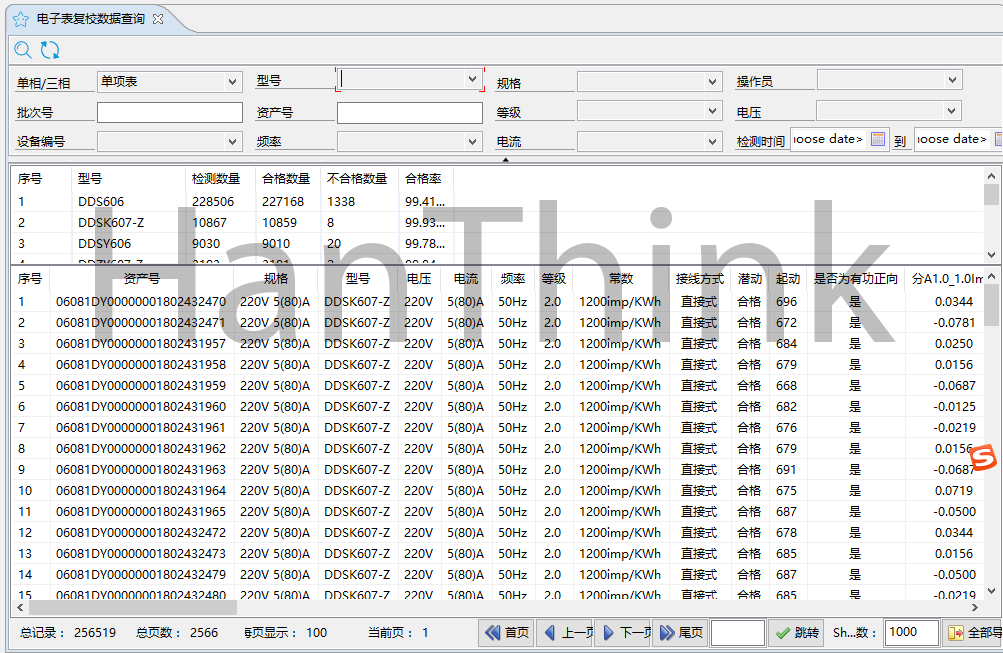
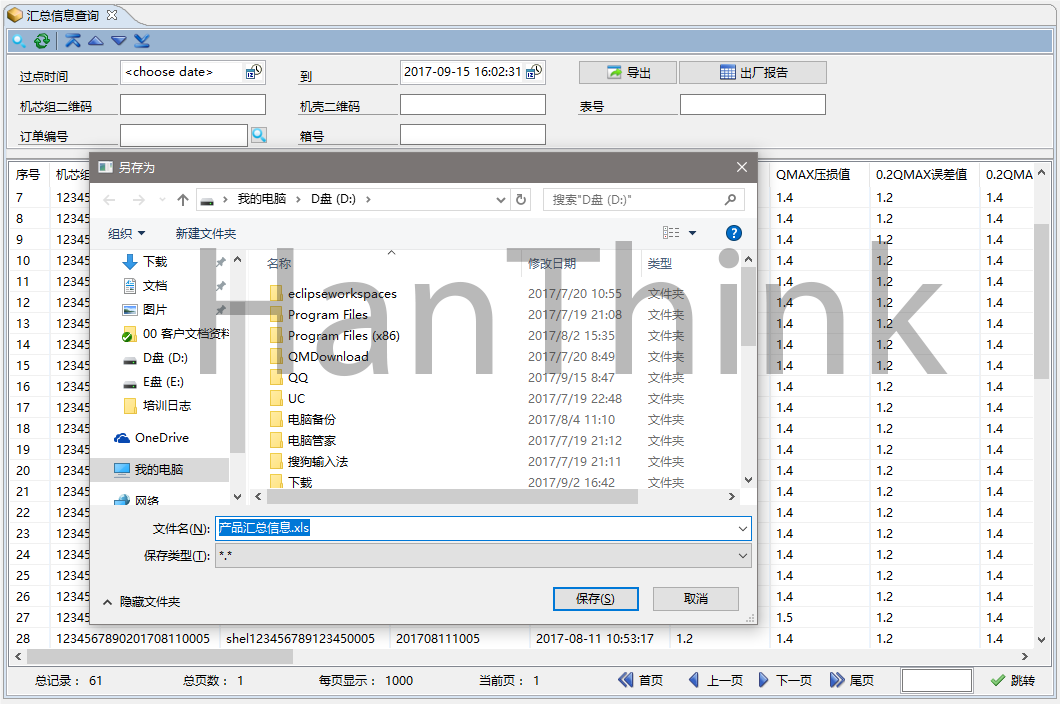
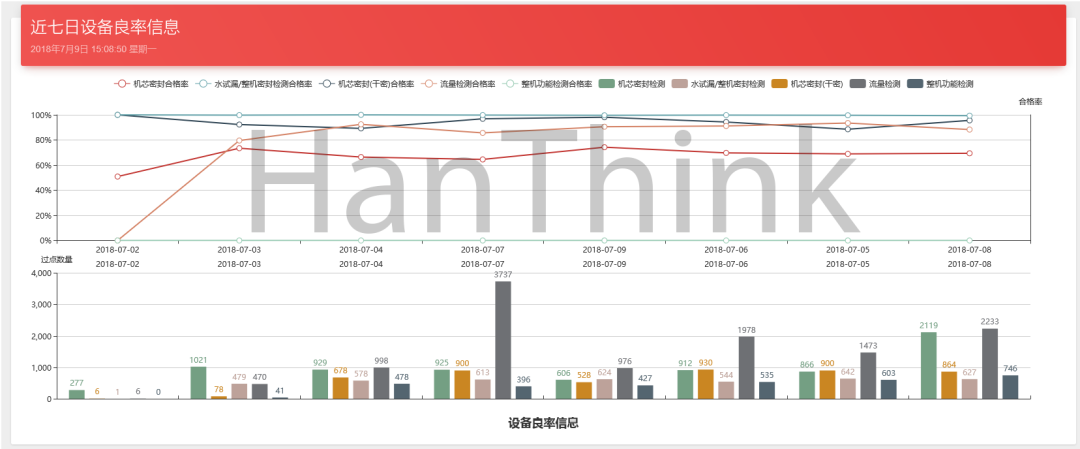
儀器儀表整機(jī)裝配的主要內(nèi)容包括儀器儀表單元的劃分 儀器儀表裝配行業(yè)生產(chǎn)作業(yè)離散化 圖 1 燃?xì)獗硌b配 燃?xì)鈨x表生產(chǎn)線主要包括:壓鉚立軸 圖 2 電子表裝配 電子表裝配主要經(jīng)過生產(chǎn)領(lǐng)料 隨著儀器儀表生產(chǎn)的自動(dòng)化改造 為了將生產(chǎn)崗位的檢測(cè)設(shè)備信息集成,并提供快速有效的追溯,通過軟件平臺(tái)和必要的硬件設(shè)施,將原材料信息、裝配信息、檢測(cè)數(shù)據(jù)、生產(chǎn)狀況等與產(chǎn)品相關(guān)的所有數(shù)據(jù)進(jìn)行收集、匯總、關(guān)聯(lián)并進(jìn)行有效的統(tǒng)計(jì) 收集產(chǎn)品過點(diǎn)和質(zhì)量信息 實(shí)時(shí)掌握生產(chǎn)過程信息 生產(chǎn)準(zhǔn)備的電子化管理 物料全過程管理 裝配過程工序防錯(cuò) 質(zhì)量管理信息化 生產(chǎn)過程監(jiān)控 設(shè)備資產(chǎn)管理 基于儀器儀表行業(yè)以上生產(chǎn)特征和需求,福州漢思提出了儀器儀表生產(chǎn)管理解決方案,在多個(gè)儀器儀表工廠積累了實(shí)踐經(jīng)驗(yàn)。 儀器儀表整體解決方案包括:系統(tǒng)管理、主數(shù)據(jù)管理、計(jì)劃排產(chǎn)、生產(chǎn)過程管理、物料管理、設(shè)備管理、質(zhì)量管理、生產(chǎn)監(jiān)控8大模塊,整體業(yè)務(wù)流轉(zhuǎn)與串接如下圖示意: 我們將針對(duì)儀器儀表行業(yè)方案中的核心與特色展開介紹: MES建設(shè)有助于完善工廠的整體信息化建設(shè),需要規(guī)劃并完成合適的系統(tǒng)間的集成交互場(chǎng)景。對(duì)于計(jì)劃和生產(chǎn)過程,MES與ERP、WMS/LES集成最緊密。 管理計(jì)劃(成品發(fā)貨計(jì)劃、生產(chǎn)計(jì)劃/外協(xié)計(jì)劃)一般來自于ERP,在MES內(nèi)拆分為多車間、工序的生產(chǎn)計(jì)劃。由發(fā)貨計(jì)劃倒推得到制造計(jì)劃(成品庫(kù)存不足時(shí)需通過制造得到成品) 針對(duì)特定的接口場(chǎng)景如零配件出庫(kù) 儀器儀表裝配全過程追溯,包括原料倉(cāng)儲(chǔ)管理、配送接收、過程消耗、成品倉(cāng)儲(chǔ)等主要環(huán)節(jié) 以燃?xì)獗砩a(chǎn)車間物流路線圖為例 主要分為零部件倉(cāng)庫(kù) 物料管理節(jié)點(diǎn)包括零部件收貨、IQC 裝配作業(yè)開始時(shí) 圖 3:流水線上的儀表產(chǎn)品 圖 4:流水線側(cè)的自動(dòng)噴碼機(jī) 系統(tǒng)上線后,站點(diǎn)工位上在系統(tǒng)內(nèi)掃描操作的人員是原工位裝配工人 圖 5:工位操作界面 圖 6:包裝工序操作界面 但快節(jié)奏工位裝配工人本身的操作動(dòng)作非常多,例如機(jī)芯測(cè)試一般需要幾分鐘 圖 7:多臺(tái)位檢測(cè)設(shè)備 針對(duì)這類工位 扣殼工序是儀表裝配中的特殊工序 圖中裝置安裝于流水線上 生產(chǎn)計(jì)劃的完成情況通過可視化界面展示,監(jiān)控整個(gè)工廠各個(gè)車間的進(jìn)度: 質(zhì)量看板統(tǒng)計(jì)各工序產(chǎn)量和對(duì)應(yīng)的質(zhì)量通過率,部分企業(yè)還需統(tǒng)計(jì)返修后的二次、三次、六次通過率。 很多儀器儀表裝配企業(yè)歷史悠久,保留了大量老舊的調(diào)試/檢測(cè)設(shè)備,缺乏統(tǒng)一的信息化系統(tǒng)導(dǎo)致這些重要的調(diào)試、檢測(cè)數(shù)據(jù)只能保存在各個(gè)設(shè)備的存儲(chǔ)或控制器中,在需要調(diào)用、分析數(shù)據(jù)時(shí),只能通過手動(dòng)導(dǎo)出的方式進(jìn)行事后的分析,制造過程的質(zhì)量 圖 8:調(diào)試/檢測(cè)線 儀器儀表過程中制造、檢測(cè)、調(diào)試設(shè)備大部分為獨(dú)立的設(shè)備系統(tǒng) 圖 9:設(shè)備數(shù)據(jù)庫(kù)字段映射配置 依賴人工掃描(放置產(chǎn)品后掃描)是普遍的選擇,缺點(diǎn)是增加操作員的掃描工作量;一種解決辦法是通過順序掃碼隊(duì)列與實(shí)時(shí)數(shù)據(jù)采集,在MES中進(jìn)行調(diào)試/檢測(cè)數(shù)據(jù)的關(guān)聯(lián)綁定,這種方式依賴操作員操作必須按順序放置待調(diào)試/檢測(cè)產(chǎn)品,否則會(huì)造成關(guān)聯(lián)數(shù)據(jù)綁定錯(cuò)位;更推薦的方式是投入必要的掃描頭與提示燈,對(duì)每個(gè)檢測(cè)位置進(jìn)行實(shí)時(shí)掃描,不需要增加操作員掃描工作量,也不會(huì)出現(xiàn)數(shù)據(jù)錯(cuò)位匹配的情況。 圖 10:A/B面工位操作界面 現(xiàn)代儀表產(chǎn)品均內(nèi)置PCB電路板,以實(shí)現(xiàn)使用過程的電子化數(shù)字化,部分具備實(shí)力與技術(shù)的企業(yè)自己制造包含特定功能的PCB電路板,因此設(shè)置有SMT產(chǎn)線與焊接、插板線,因此過程中的AOI、波峰焊機(jī)、針床檢測(cè)設(shè)備均需采集數(shù)據(jù)并集中存儲(chǔ),在MES中提供快速的查詢追溯功能。 圖 11:調(diào)試/檢測(cè)數(shù)據(jù)查詢與導(dǎo)出 設(shè)備數(shù)據(jù)采集情況也可以查看統(tǒng)計(jì)看板,統(tǒng)計(jì)得到各類設(shè)備的良率信息。 儀器儀表完整的制造過程還包括機(jī)加、SMT等前置工序,裝配作為制造過程中典型的傳統(tǒng)裝配,符合離散裝配行業(yè)特點(diǎn)。在數(shù)字化轉(zhuǎn)型與MES建設(shè)過程中,需注意過程數(shù)據(jù)系統(tǒng)采集對(duì)原裝配作業(yè)的影響 近期聽到二則跟設(shè)備管理相關(guān)的事件,一則是東北大學(xué)6名大學(xué)生在選... 隨著企業(yè)數(shù)字化轉(zhuǎn)型的深入 當(dāng)電商行業(yè)的競(jìng)爭(zhēng)進(jìn)入深水區(qū) 山東華致林正處在轉(zhuǎn)型的高速發(fā)展期






漢思信息公眾號(hào)

掃碼關(guān)注漢思信息公眾號(hào)
其他原創(chuàng)

企業(yè)安全衛(wèi)士--設(shè)備管理系統(tǒng)

數(shù)據(jù)沉睡

漢思攜手永佳和啟動(dòng)電商SRM數(shù)字化項(xiàng)目...

賦能醫(yī)療器械卓越制造,漢思助力華致林...
